




































Platinized Titanium anodes combine the strength and corrosion resistance of titanium with a high-purity platinum catalytic surface. Their performance depends on platinum purity, coating thickness, coating technology, substrate preparation, current density, electrolyte chemistry, and operating discipline. This guide helps engineers and procurement teams specify Pt/Ti anodes with better performance, lower failure risk, and stronger lifecycle value.
Guide Overview
Before diving into the details, here is a quick summary of the 13 sections below. This comprehensive technical guide covers everything from the foundational mechanics of Pt/Ti anodes and material comparisons (vs. MMO and Solid Platinum) to actionable engineering guidelines for thickness selection, lifecycle maintenance, and preparing an accurate RFQ.
1. What Is a Platinized Titanium Anode?
A foundational overview of the composite structure and basic function of Pt/Ti anodes.
Platinized titanium anodes (often referred to as Pt/Ti anodes or platinum-coated titanium) consist of an ASTM B265 titanium base coated with a layer of high-purity platinum. The titanium provides structural integrity and corrosion resistance, while the platinum layer acts as a highly conductive, stable, and inert catalytic surface for electrochemical reactions.
2. How Platinum Coating Works on Titanium
Understanding the electrochemical mechanics and electron transfer pathways of the coating.
Through electroplating or thermal decomposition, a uniform platinum layer is bonded to the specially treated titanium substrate. Because titanium naturally forms an insulating oxide layer, the platinum coating serves as the primary pathway for electrical current to enter the electrolyte, ensuring efficient electron transfer without passivating the electrode.
3. Pt/Ti vs MMO Anodes
A comparative analysis of reaction suitability, electrolyte compatibility, and overall strengths.
| Anode Type | Best Reaction / Use | Best Electrolyte | Key Strength | Limitation |
|---|---|---|---|---|
| Pt/Ti | High-purity, inert, precision | Plating baths, labs, H2 | No contamination, high conductivity | Higher initial cost |
| Ru-Ir MMO | Chlorine Evolution (CER) | Chloride-rich (brine) | Cost-effective CER | Poor OER durability |
| IrO₂ / Ir-Ta | Oxygen Evolution (OER) | Acidic, sulfate-based | OER stability | Not completely inert |
4. Pt/Ti vs Solid Platinum
Why composite Pt/Ti delivers identical catalytic performance at a significantly optimized cost.
| Comparison Factor | Pt/Ti (Platinized Titanium) | Solid Platinum |
|---|---|---|
| Material Cost | Highly optimized (only surface uses precious metal) | Prohibitively expensive |
| Catalytic Performance | Identical (reaction occurs at the surface) | Excellent |
| Structural Strength | High (Titanium substrate provides rigidity) | Soft, prone to deformation in large sizes |
| Scalability & Geometry | Easily fabricated into large or complex 3D shapes | Limited to small scale due to cost and weight |
| Weight | Lightweight (Titanium density ~4.5 g/cm³) | Extremely heavy (Platinum density ~21.45 g/cm³) |
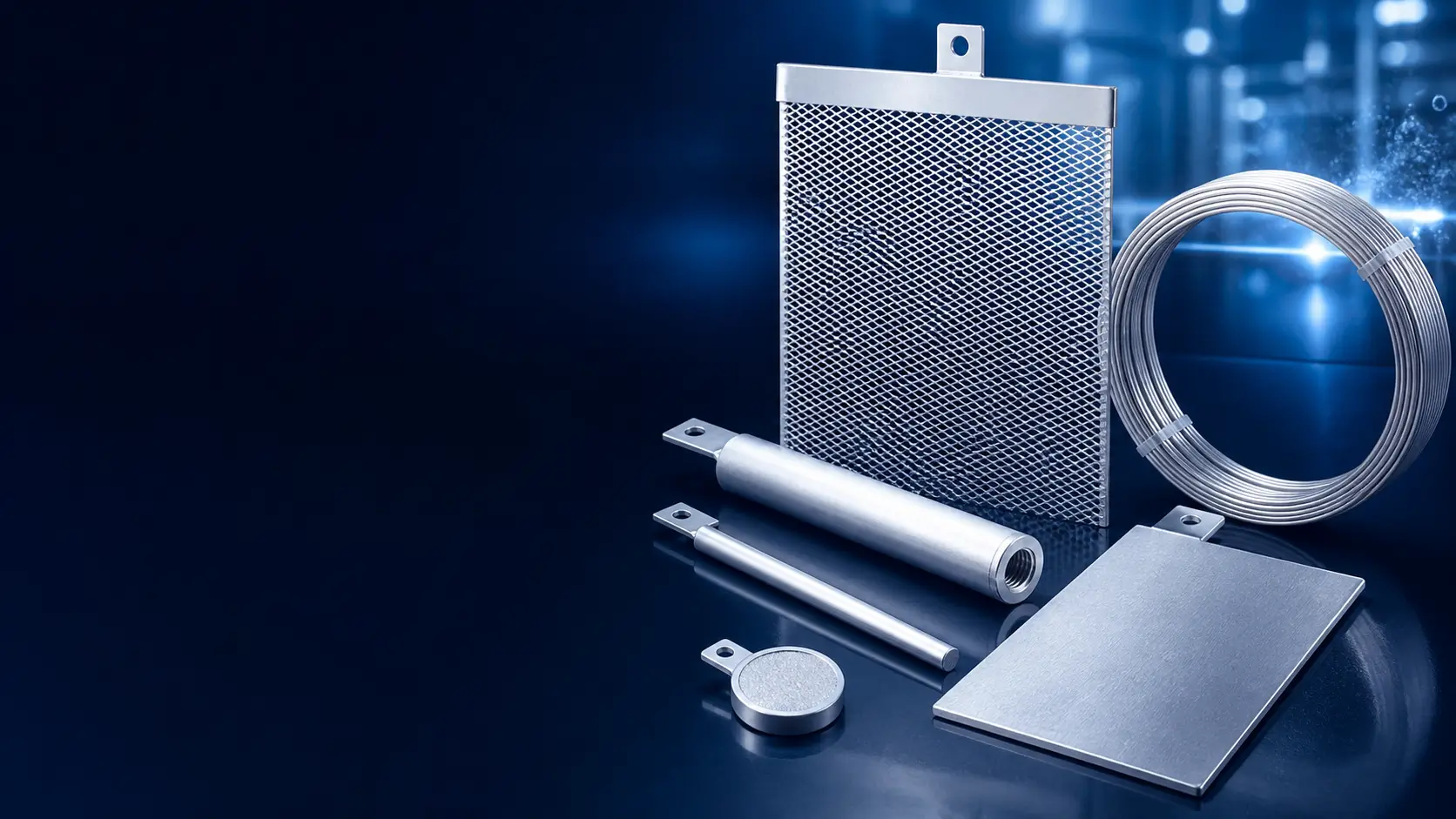
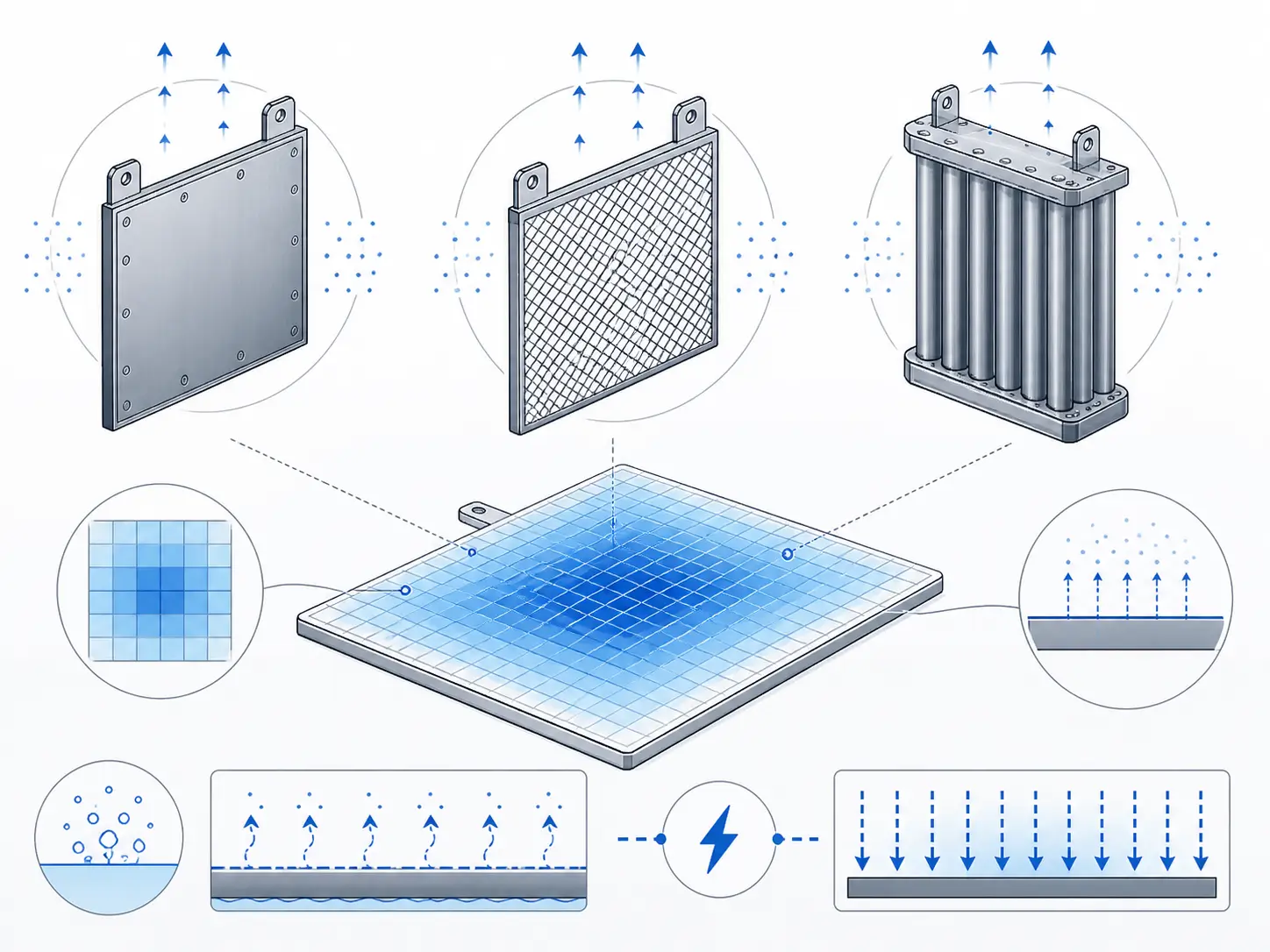
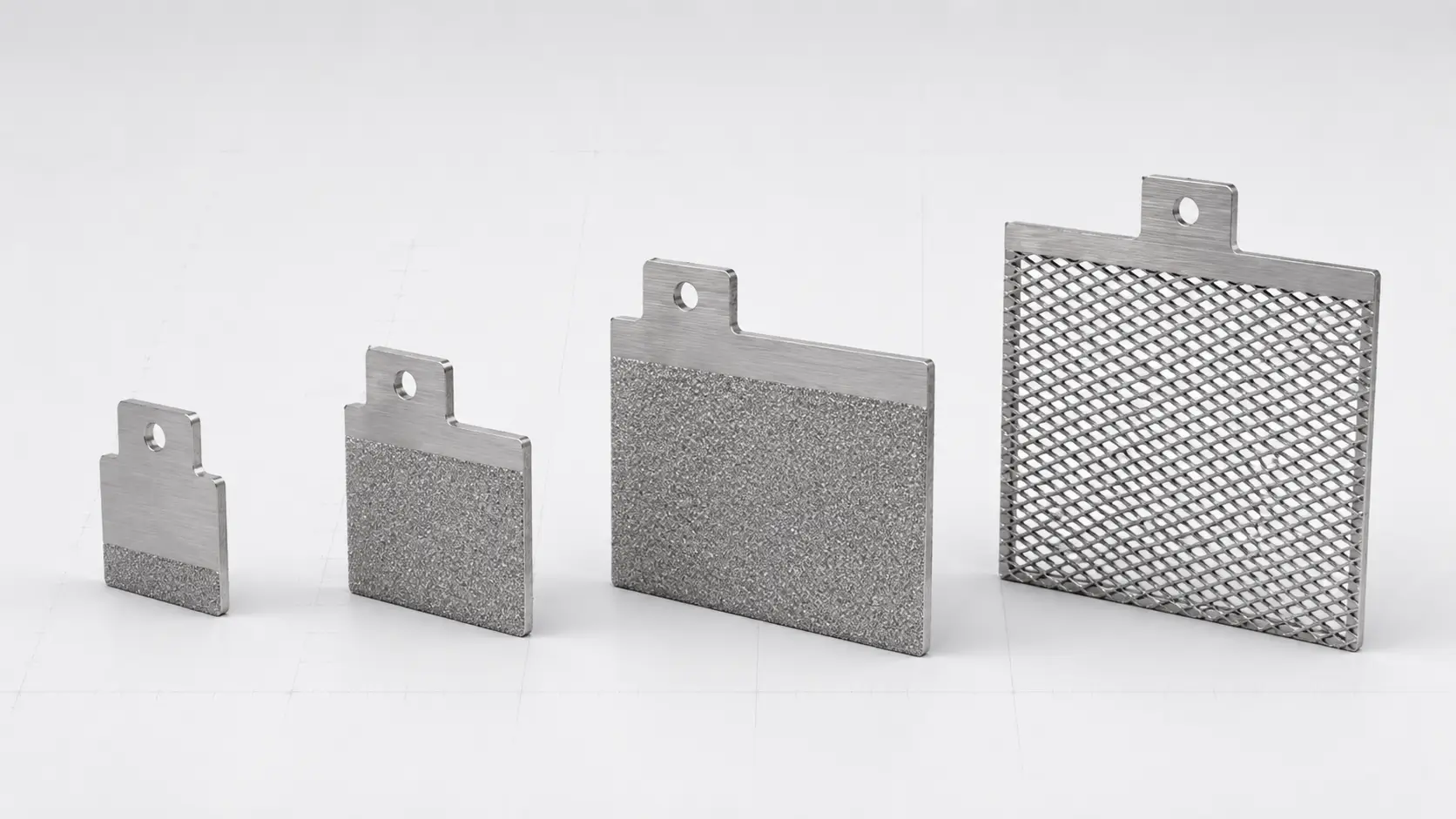
5. Common Pt/Ti Anode Forms
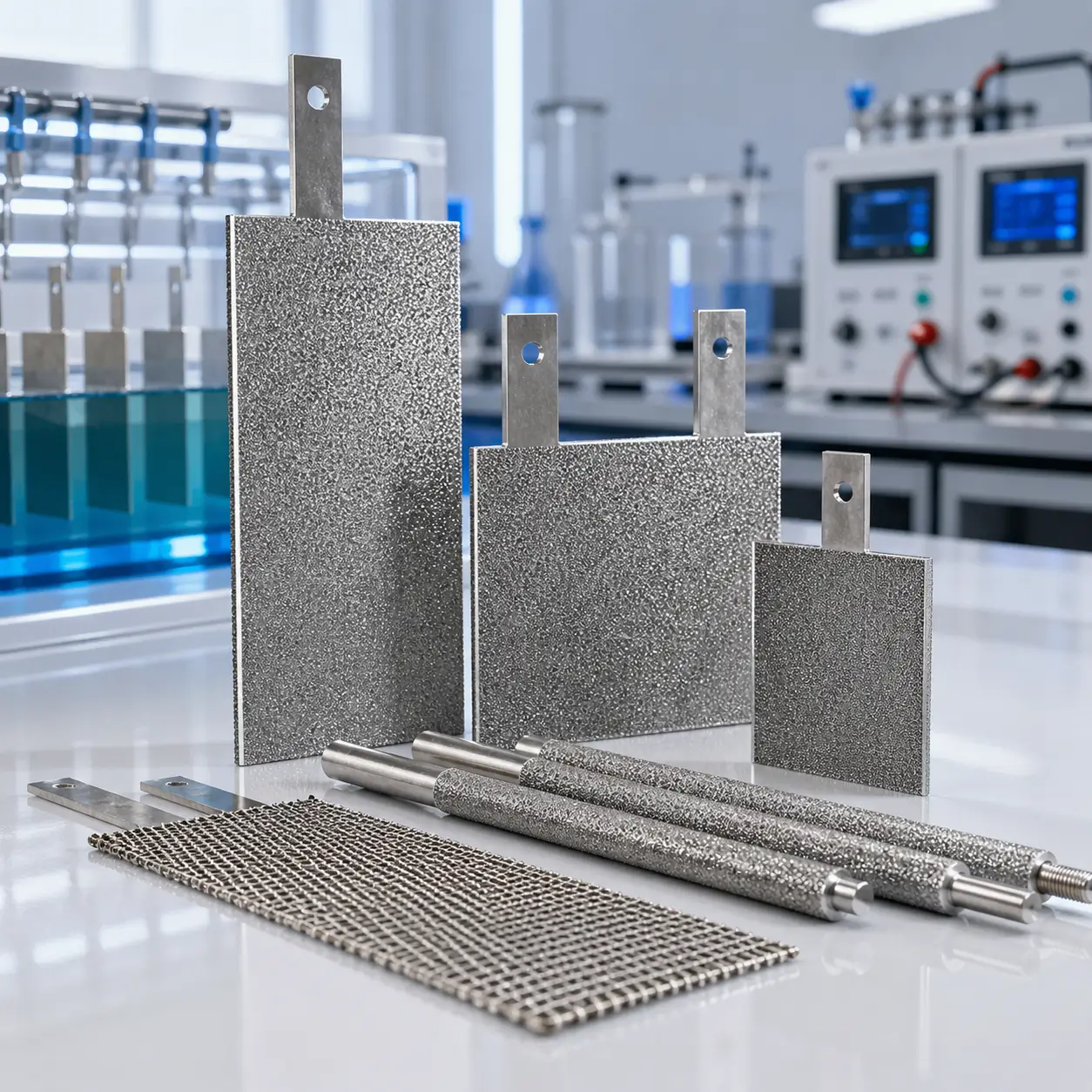
Exploring structural geometries tailored for specific current distribution and cell design needs.
| Anode Form | Structural Characteristics | Primary Applications |
|---|---|---|
| Mesh | Expanded metal, high surface area, excellent gas release, lightweight. | Precious metal plating, water ionizers, electrodialysis. |
| Wire & Rod | Flexible or rigid linear profiles, easy to bend/shape, concentrated current. | Internal pipe plating, cathodic protection (ICCP), sensors. |
| Plate & Disc | Solid planar surface, uniform current distribution, robust. | Hard chrome plating, fuel cells, lab electrolysis, PCB plating. |
| Tube / Cylinder | Hollow tubular structure, 360-degree current distribution. | Deep well cathodic protection, continuous wire plating. |
| Custom (Baskets/3D) | Engineered to specific drawings, complex welded structures. | Specialized reactors, continuous roll-to-roll plating lines. |
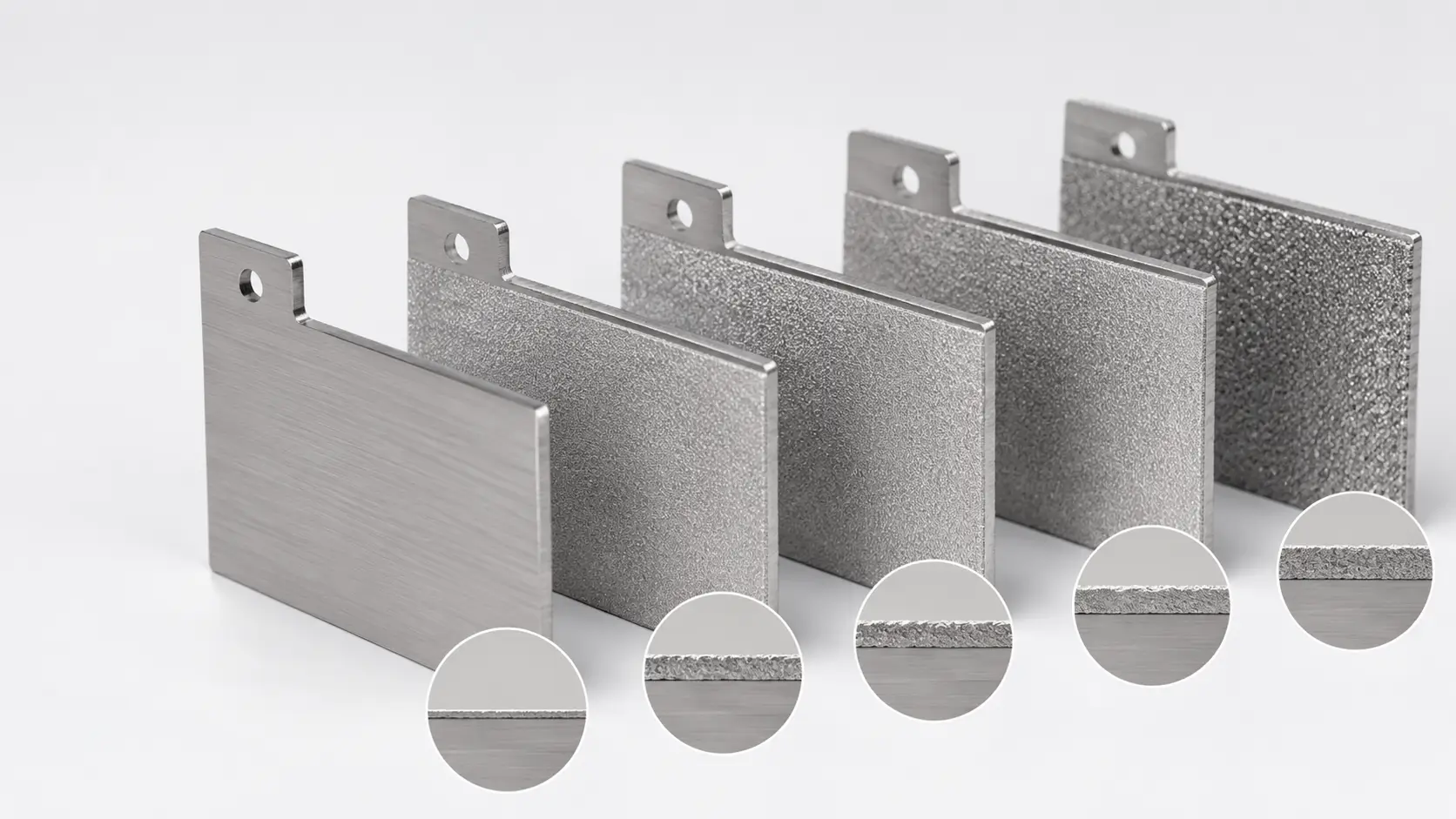
6. How to Choose Platinum Thickness
Engineering guidelines for matching coating thickness to target service life and current density.
| Platinum Thickness | Recommended Current Density | Typical Service Life | Ideal Use Case |
|---|---|---|---|
| 0.5 - 1.0 µm | < 500 A/m² | 1 - 2 Years | Water ionizers, low-intensity lab use, analytical sensors. |
| 2.0 - 3.0 µm | 500 - 2,000 A/m² | 2 - 5 Years | Standard electroplating (Gold, Rhodium, Silver), PCB manufacturing. |
| 4.0 - 5.0 µm | 2,000 - 5,000 A/m² | 3 - 7+ Years | Hard chrome plating, heavy industrial electrolysis, cathodic protection. |
| > 5.0 µm (Custom up to 20µm) | > 5,000 A/m² | Long-term continuous | Highly aggressive environments, high-speed continuous plating. |
7. Application-Based Selection
Identifying ideal industrial use cases, from precision electroplating to hydrogen generation.
| Application Field | Specific Use Case | Core Advantage of Pt/Ti |
|---|---|---|
| Precious Metal Plating | Gold, Rhodium, Palladium plating baths | Zero bath contamination, guarantees a high-purity, flawless finish. |
| Hard Chrome Plating | Piston rings, hydraulic cylinders, engine parts | Replaces toxic lead anodes, longer lifespan, reduces hazardous waste. |
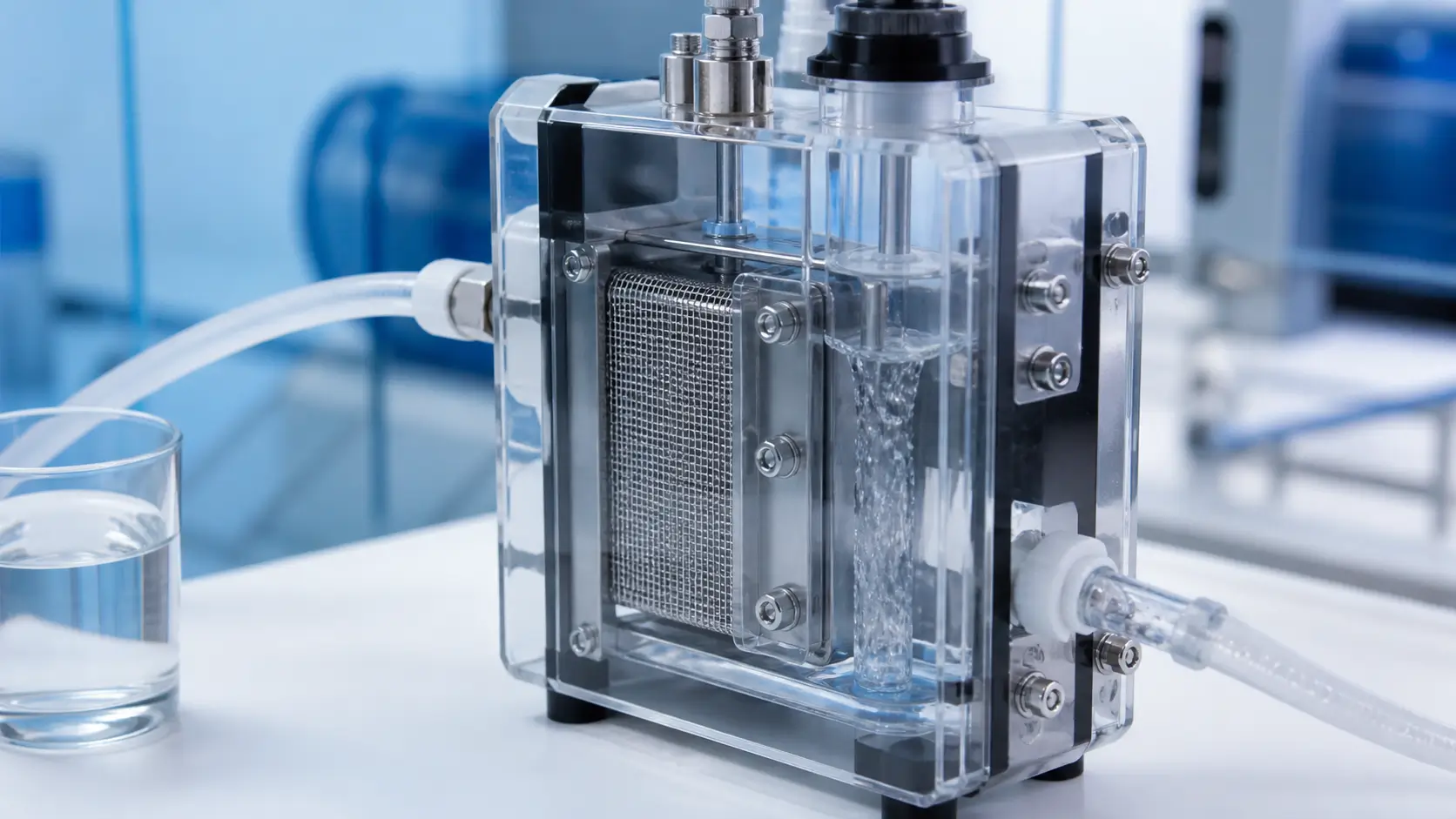
| Water Treatment | Alkaline water ionizers, advanced oxidation (AOP) | Safe for potable water, excellent catalytic activity, no secondary pollution. |
| Hydrogen Generation | PEM & Alkaline water electrolysis | High conductivity, extremely low overpotential for gas evolution. |
| Cathodic Protection (ICCP) | Marine structures, deep well anodes, pipelines | High current output in a small footprint, durable in harsh seawater. |
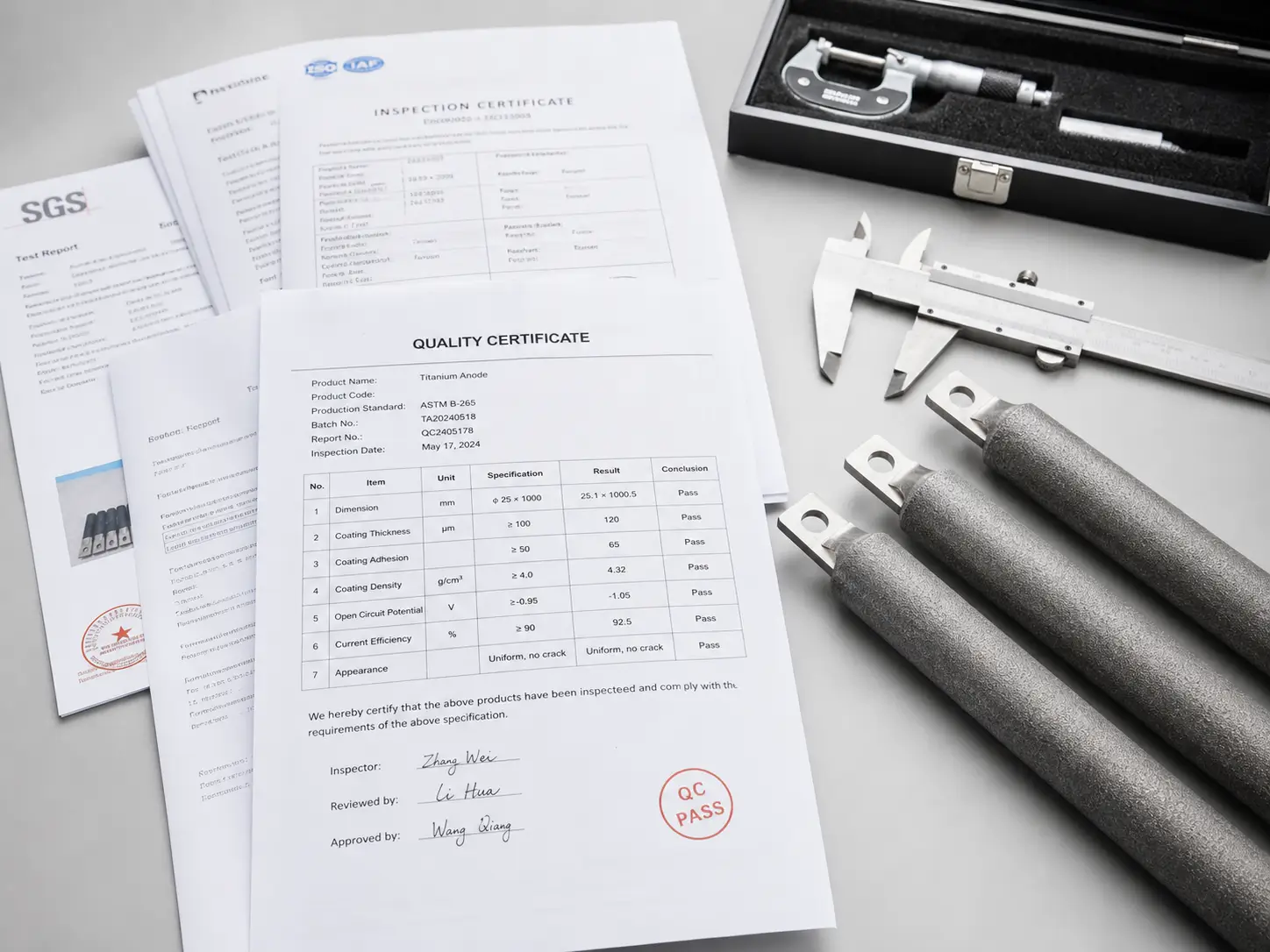
8. Quality Testing Requirements
Essential QC protocols ensuring coating purity, adhesion, and operational durability.
| Test Category | Testing Method / Equipment | Quality Assurance Purpose |
|---|---|---|
| Coating Thickness & Purity | X-Ray Fluorescence (XRF) Spectrometer | Verifies exact micron thickness and ensures 99.99% Pt purity without damaging the anode. |
| Adhesion Strength | 3M Tape Test & 180° Bend Test | Ensures the platinum layer is metallurgically bonded to titanium and will not peel or flake during use. |
| Accelerated Life Testing | High Current Density Acid Bath (NACE standards) | Simulates years of harsh operation to predict operational durability and identify potential failure points. |
| Surface Morphology | Scanning Electron Microscopy (SEM) | Checks for uniform coating distribution, micro-cracks, and surface porosity to guarantee optimal reaction area. |
9. Recoating & Lifecycle Value
Maximizing ROI through substrate preservation and cost-effective re-platinization services.
| Lifecycle Phase | Action & Process | Economic & Operational Value |
|---|---|---|
| Initial Deployment | Install brand new Pt/Ti anode | 100% baseline performance, guaranteed thickness, full operational efficiency. |
| End of Coating Life | Platinum layer wears thin, cell voltage begins to increase | Substrate remains intact if removed before total titanium passivation occurs. |
| Recoating Process | Strip old coating residues, re-etch titanium, and re-platinize | Saves 40% - 60% compared to purchasing a brand new anode, reducing waste. |
| Second Lifecycle | Redeploy the recoated anode into the system | Restores original catalytic performance; drastically lowers long-term CAPEX and OPEX. |
10. Common Failure Causes
Critical operational limits and environmental factors that accelerate premature degradation.
Warning: Respect Operating Limits
To maximize service life, avoid these common causes of rapid, irreversible premature failure:
- Fluoride Risk: Fluoride ions aggressively attack titanium, causing the platinum to delaminate.
- Voltage Risk in Chlorides: Operating above ~8V in chloride solutions causes breakdown pitting of the titanium base.
- AC Ripple: High AC ripple from poorly rectified power supplies accelerates platinum wear.
- Reverse Polarity: Reversing the current will destroy the coating.
11. Operating & Maintenance Guidelines
Best practices for handling, power regulation, and post-operation cleaning procedures.
| O&M Category | Best Practice Guideline | Rationale / Impact |
|---|---|---|
| Power Regulation | Ensure stable DC power with <5% AC ripple. Never reverse polarity. | High AC ripple and reverse polarity cause immediate and irreversible platinum delamination. |
| Handling | Wear clean gloves. Do not scratch, abrade, or drop the anode. | Mechanical damage removes the micron-thin platinum layer, exposing the titanium base to rapid passivation. |
| Post-Op Cleaning | Rinse thoroughly with deionized (DI) water immediately after removal from bath. | Prevents corrosive salts and chemicals from crystallizing on the active surface, which blocks electron transfer. |
| Storage | Store dry in a protected, non-corrosive environment when not in use. | Maintains surface purity and prevents accidental contamination before the next operational cycle. |
12. Supplier Evaluation Checklist
Key criteria for qualifying a capable, transparent, and reliable Pt/Ti anode manufacturer.
- Can the supplier explain Pt/Ti vs MMO selection?
- Can they recommend Pt thickness based on current density?
- Can they provide XRF coating data?
- Can they support adhesion and life testing?
- Can they manufacture custom forms from drawings?
- Can they support no-MOQ R&D prototypes?
- Can they provide CoC, test reports, MTC, and traceability?
- Can they support recoating services?
13. RFQ Checklist
Essential data points required for accurate technical proposals and cost estimations.
To ensure an accurate technical proposal and quotation, prepare the following 18 data points before submitting your RFQ:
Need Help Specifying the Right Pt/Ti Anode?
Send your application, electrolyte composition, current density, voltage window, required Pt thickness, anode form, dimensions, and drawing requirements to Hele Titanium. Our team will help you review the most suitable Pt/Ti design for your system.
Contact