- Home
- About
-
Titanium Products
-
Titanium Anodes
-
PEM Electrolyzer
- PEM Electrolyzer
- PEM Electrolyzer Systems S-Series Compact PEM Electrolyzer H-Series Mid-Range PEM Electrolyzer C-Series Industrial PEM Electrolyzer M-Series High-Capacity PEM Electrolyzer Containerized PEM Electrolyzer
- PEM Stack
- Hydrogen Generator
- PEM Test Platform
- PEM Simple Test Rack
- PEM Electrolysis Demo System
- Fuel Cell Demo System
- Solar Hydrogen Demo Kit
- Support
- Contact

Ru-Ir MMO Titanium Anodes for Chlorine Evolution & Sodium Hypochlorite Systems
Ruthenium-iridium mixed metal oxide coated titanium anodes engineered for chloride-rich electrolysis, electrochlorination, sodium hypochlorite generation, brine systems, seawater disinfection, and industrial chlorine evolution applications.
- Ru-Ir Coating
- Chlorine Evolution
- Custom Geometry
- Current Density Review
- Coating Verification
Ru-Ir MMO Anodes Engineered for Chlorine Evolution Conditions
Chlorine evolution is not only about the coating name. Ru-Ir performance depends on chloride concentration, current density, pH, flow rate, and temperature.
Ru-Ir MMO titanium anodes are commonly selected for chlorine evolution and chloride-rich electrolysis systems. However, coating performance depends on electrolyte composition, chloride concentration, current density, flow condition, temperature, pH, scaling tendency, and cell geometry.
Hele Titanium reviews real operating conditions before recommending Ru-Ir coating loading, titanium substrate form, anode geometry, connection method, and documentation scope. We support custom mesh, plate, tube, rod, and cell assembly designs according to project requirements.
Chlorine Evolution Focus
Designed for chloride-containing electrolytes, electrochlorination, and hypochlorite generation systems.
Current Density Matching
Review current density, surface area, flow condition, and operating hours before coating selection.
Geometry-Based Design
Customize mesh, plate, tube, rod, or mixed structures according to cell design and installation space.
XRF / ALT Support
XRF, ALT, coating records, or other verification can be supported when required.

Coating Selection
Based on chlorine evolution
Current Density Review
Matched to operating conditions
Batch Documentation
Records based on order requirements
Is Ru-Ir MMO Coating Right for Your Process?
Ru-Ir MMO coatings are typically selected for chlorine evolution and chloride-rich electrochemical systems. Before choosing Ru-Ir anodes, buyers should confirm the dominant reaction, electrolyte chemistry, chloride concentration, current density, and operating conditions.
Ru-Ir Is Commonly Used For
- Chlorine evolution
- Electrochlorination
- Sodium hypochlorite generation
- Brine electrolysis
- Seawater disinfection
- Cooling water treatment
- Chloride-containing wastewater oxidation
- Saltwater electrolysis systems
Review Carefully If Your Process Is
- Oxygen evolution dominant
- Low chloride or non-chloride electrolyte
- Strong acidic oxygen evolution
- Cathodic protection applications
- High scaling or unstable water chemistry
- Unknown pH / current density / temperature
- Long-life requirement without operating data
Important Note: If the process is not chlorine-evolution dominant, Ir-Ta MMO, platinized titanium, or another electrode system may need to be reviewed.
When Should You Choose Ru-Ir MMO Coating?
Ru-Ir MMO coatings are designed for chloride-rich systems where chlorine evolution is the target reaction. They are selected when low chlorine overpotential, stable chlorine output, and efficient chloride conversion matter more than oxygen evolution durability.

Best for Chlorine Evolution
Ru-Ir coatings are optimized for Chlorine Evolution Reaction (CER), making them ideal for brine, seawater, sodium chloride, and hypochlorite systems.
- • Chlor-alkali
- • NaOCl generation
- • Seawater electrolysis
- • Salt chlorination
- • MGPS
Not the Same as Ir-Ta
Ru-Ir is the preferred coating for chloride-rich chlorine evolution. Ir-Ta is better suited for oxygen evolution, acidic electrolysis, electrowinning, and some ICCP applications.
- • Choose Ru-Ir for CER
- • Choose Ir-Ta for OER
- • Confirm electrolyte before coating selection
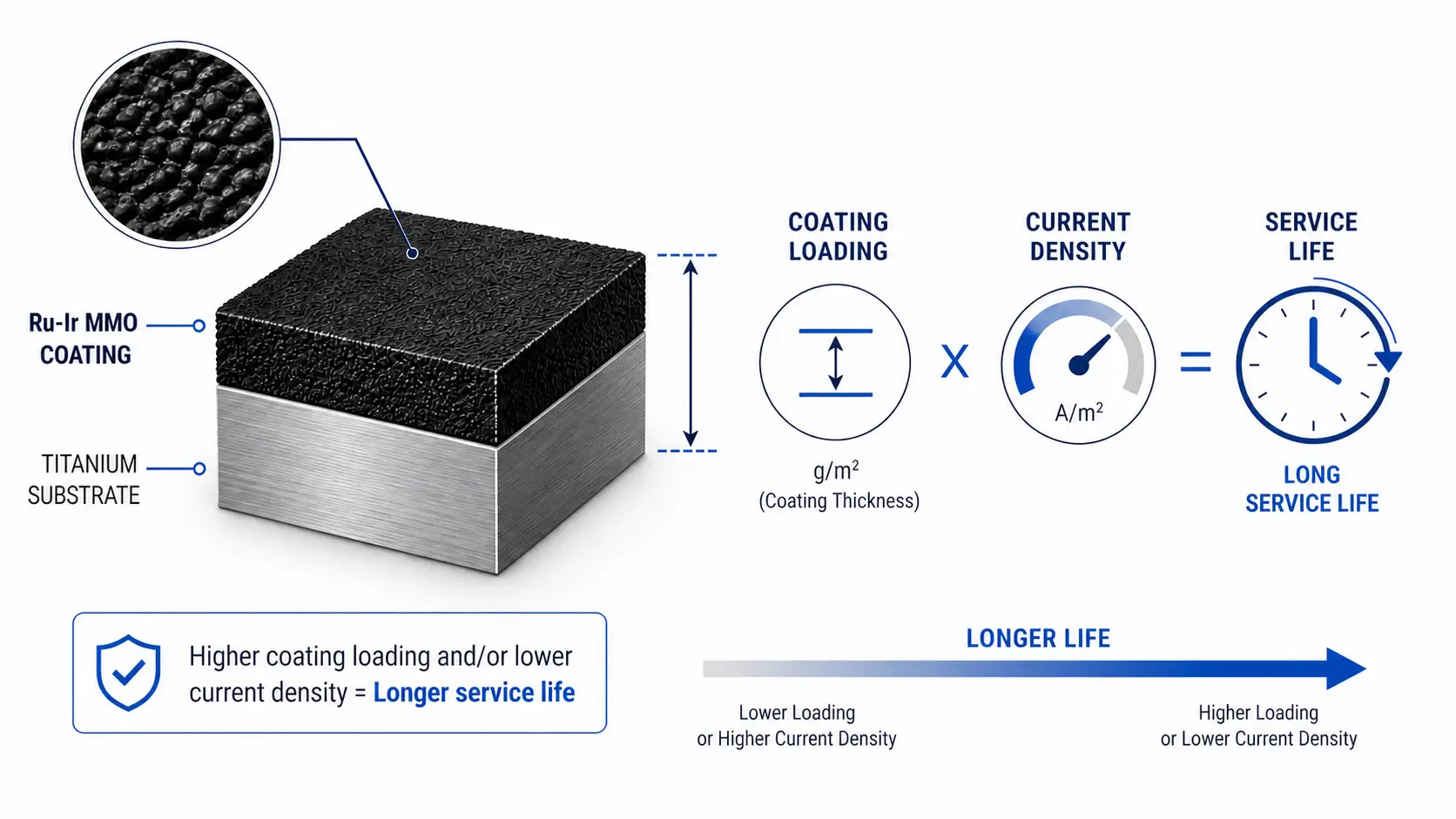
Designed Around Service Life
Coating loading, current density, cell voltage, temperature, and chloride concentration all affect Ru-Ir anode life. Hele Titanium adjusts coating thickness and precious metal loading based on your design life.
- • Ru:Ir ratio
- • g/m² or mg/cm² loading
- • current density
- • temperature
- • target service life
Ru-Ir MMO Coating Selection Matrix
| Process | Is Ru-Ir Recommended? | Reason |
|---|---|---|
| Chlor-alkali production | Yes | Low chlorine overpotential and high Cl₂ efficiency |
| Sodium hypochlorite generation | Yes | Stable chlorine output in brine or seawater |
| Seawater electrolysis / MGPS | Yes | Efficient chlorine generation for marine biofouling control |
| Salt chlorinators | Yes | Reliable chlorine evolution in saltwater pools |
| Chloride electroplating baths | Often yes | Suitable when chloride chemistry dominates |
| Electrowinning in acidic sulfate media | Usually no | Ir-Ta is usually better for OER |
| Strong acidic oxygen evolution | Usually no | High-Ir or Ir-Ta formulations may be more suitable |
| Fluoride-containing electrolyte | Caution | Fluoride can attack titanium substrate and cause delamination |
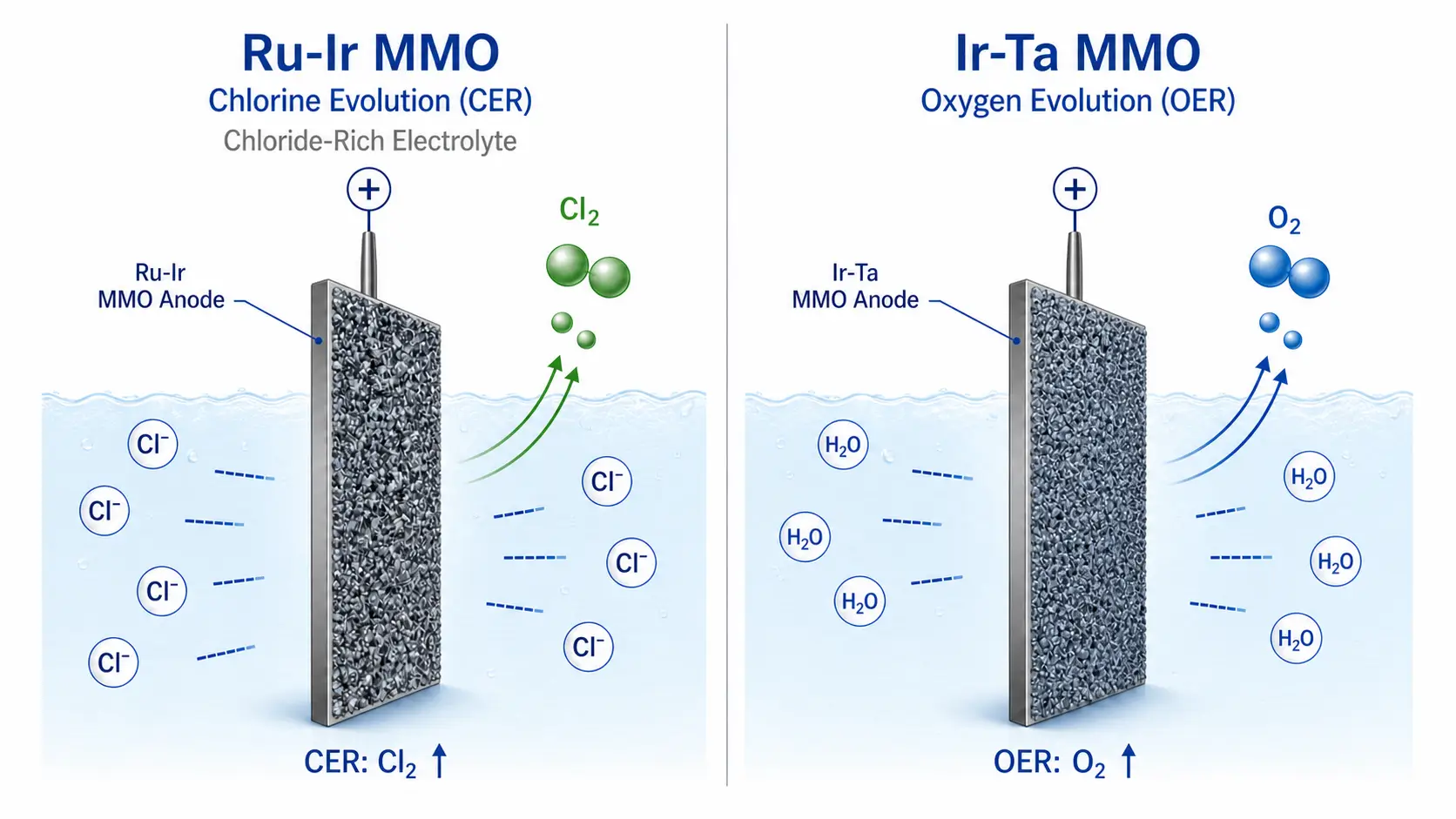
Ru-Ir vs Ir-Ta MMO Coating: Which One Should You Choose?
The most common coating selection question is whether to use Ru-Ir or Ir-Ta MMO. The answer depends on the dominant electrochemical reaction. Ru-Ir is generally selected for chlorine evolution, while Ir-Ta is generally selected for oxygen evolution.
| Coating Type | Best Reaction | Typical Electrolyte | Common Applications | Buyer Note |
|---|---|---|---|---|
| Ru-Ir MMO | Chlorine evolution | NaCl, brine, seawater, chloride solution | Sodium hypochlorite generation, salt chlorination, seawater electrolysis, chloride electroplating | Best fit when chloride oxidation and chlorine generation are the main process goals. |
| Ir-Ta MMO | Oxygen evolution | Sulfate, freshwater, acidic or oxygen-evolution media | Cathodic protection, water treatment, oxygen evolution, some electrowinning processes | Better choice where oxygen evolution stability is more important than chlorine generation. |
| Pt/Ti or Pt/Nb | Special reactions | Application-specific | High-purity processes, lab systems, special electrochemical equipment | Higher cost and different reaction behavior; should be selected by process requirement. |
Critical Selection Note
Do not choose MMO coating only by price. The wrong coating chemistry can increase voltage, reduce efficiency, shorten service life, or cause premature coating failure. Always align the coating type with your primary electrochemical reaction.
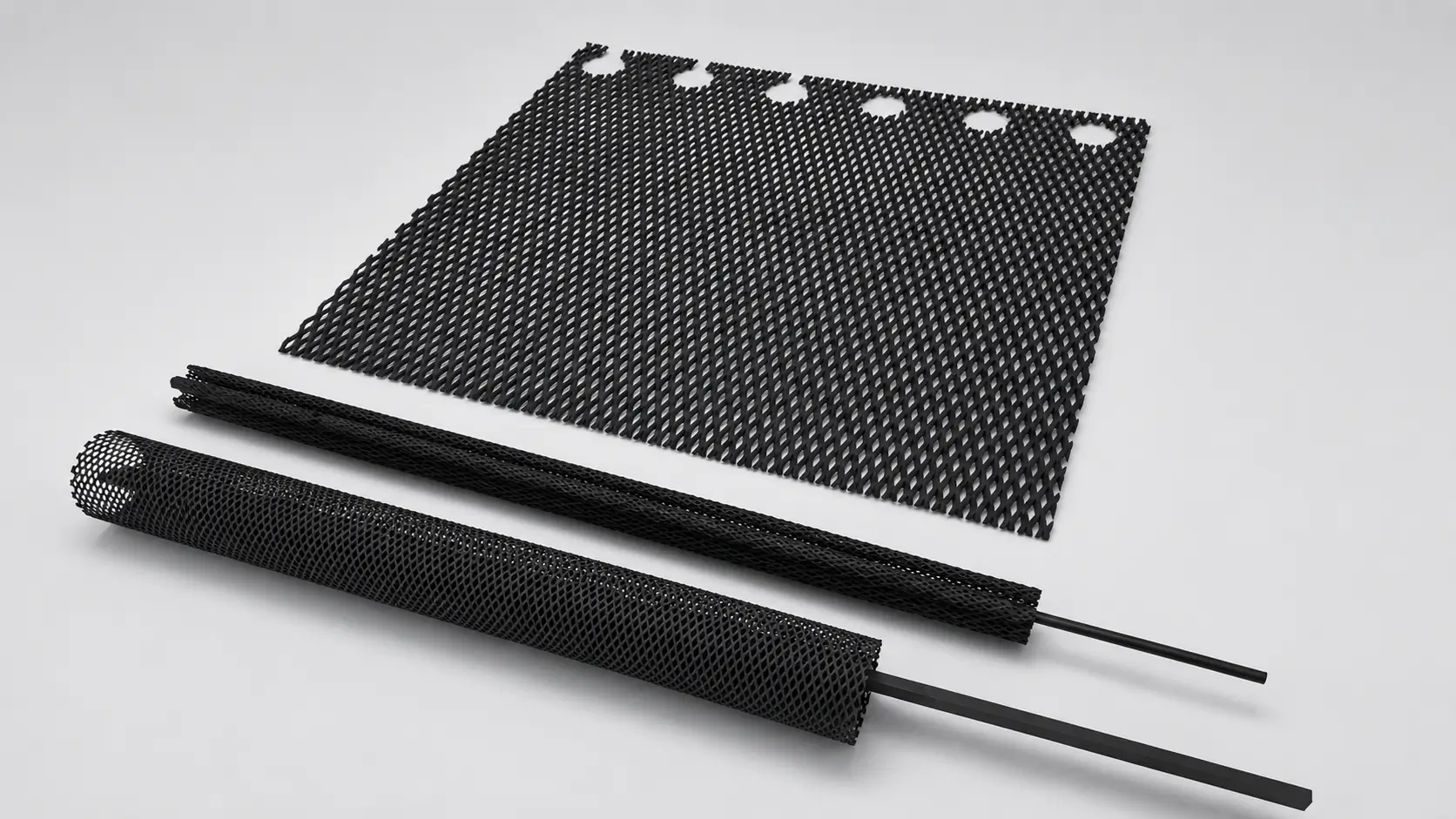
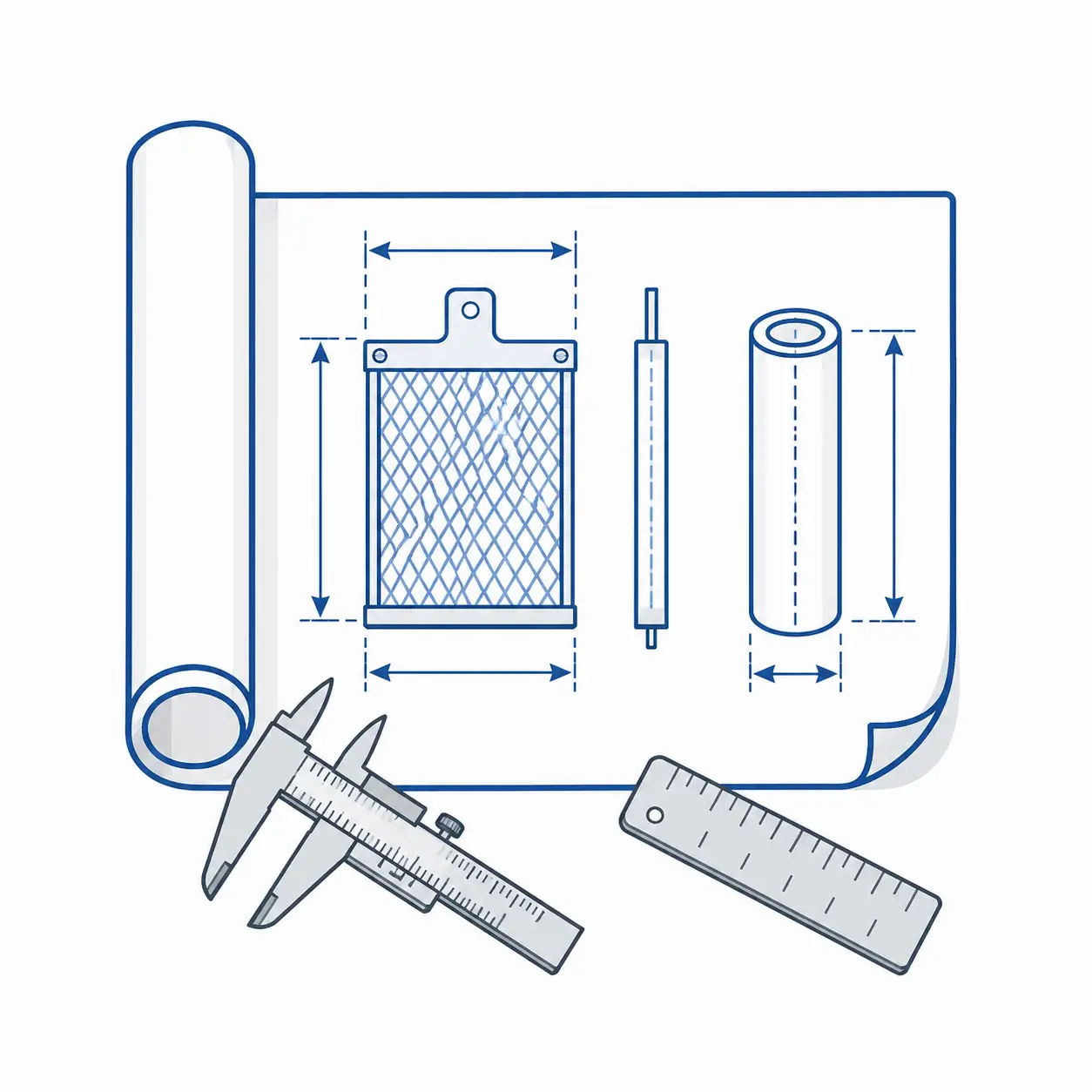
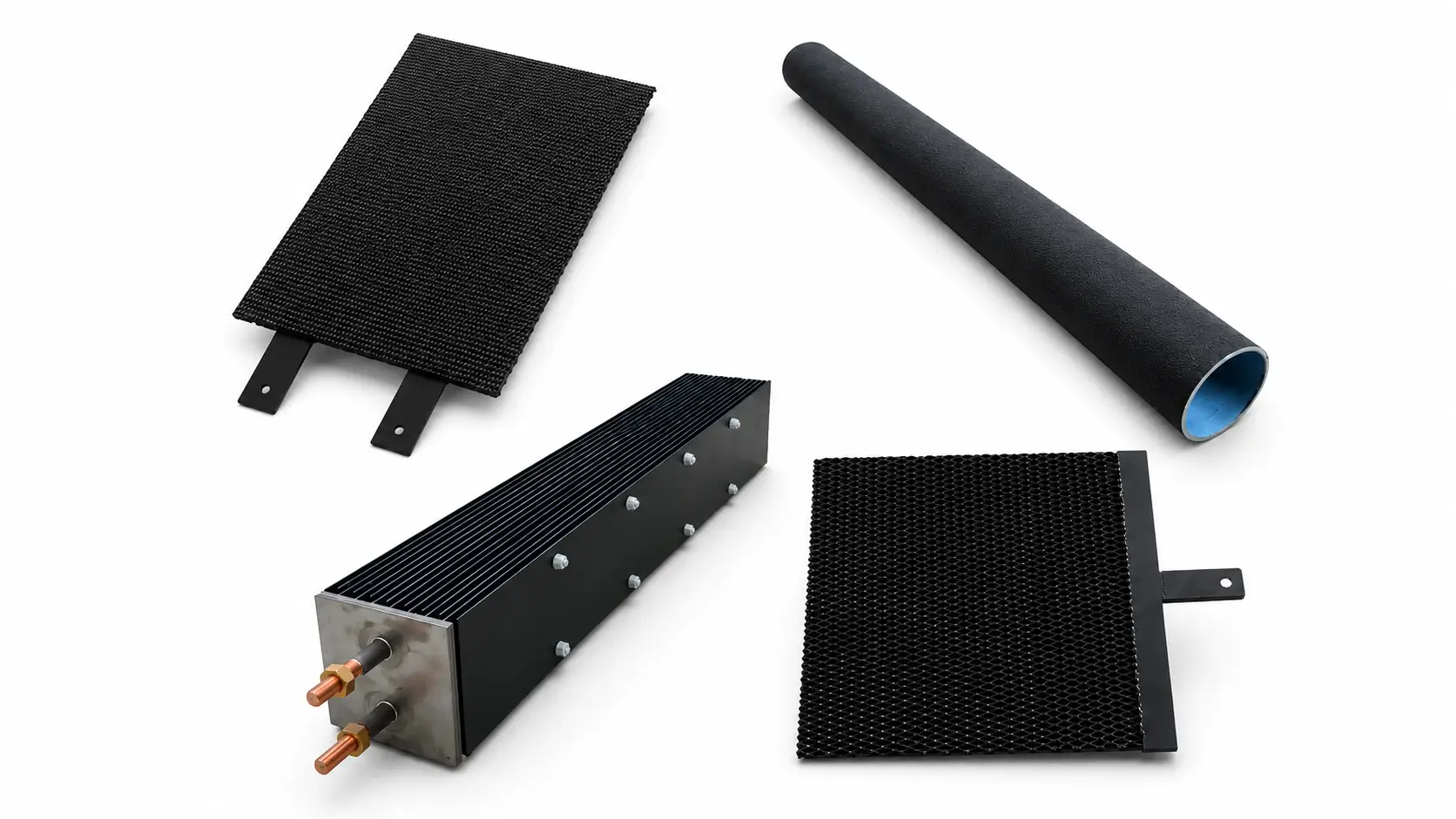
Ru-Ir MMO Anodes by Form & Geometry
Ru-Ir MMO anode geometry affects surface area, current distribution, electrolyte flow, chlorine generation efficiency, installation space, and maintenance access. Hele Titanium can manufacture Ru-Ir coated titanium anodes in standard and custom forms.
Ru-Ir MMO Mesh Anodes

Ru-Ir MMO Plate Anodes

Ru-Ir Tubular Anodes

Ru-Ir Rod Anodes

Ru-Ir Wire / Coil Anodes

Custom Ru-Ir Electrode Assemblies
Typical Ru-Ir MMO Titanium Anode Specifications
Ru-Ir MMO anodes can be customized according to chloride concentration, current density, anode form, coating area, connection method, and equipment design. The following specifications provide a general reference for engineering discussion.

| Parameter | Typical Options / Notes |
|---|---|
| Coating system | Ru-Ir MMO coating |
| Dominant reaction | Chlorine evolution |
| Substrate | Titanium Grade 1 / Grade 2 or project-specific titanium grade |
| Forms | mesh, plate, tube, rod, wire, coil, custom assembly |
| Electrolyte | brine, seawater, chloride-containing water, selected wastewater |
| Current density | application-dependent |
| Coating area | full coating, partial coating, or drawing-defined coating area |
| Connection | tab, cable, thread, frame, bolted or welded connection |
| Documents | MTC, coating record, XRF / ALT record when required, packing list |
| Applications | electrochlorination, sodium hypochlorite generation, brine electrolysis, seawater disinfection |
Coating system
Ru-Ir MMO coating
Dominant reaction
Chlorine evolution
Substrate
Titanium Grade 1 / Grade 2 or project-specific titanium grade
Forms
mesh, plate, tube, rod, wire, coil, custom assembly
Electrolyte
brine, seawater, chloride-containing water, selected wastewater
Current density
application-dependent
Coating area
full coating, partial coating, or drawing-defined coating area
Connection
tab, cable, thread, frame, bolted or welded connection
Documents
MTC, coating record, XRF / ALT record when required, packing list
Applications
electrochlorination, sodium hypochlorite generation, brine electrolysis, seawater disinfection
Important note: Final specifications should be confirmed according to electrolyte chemistry, chloride concentration, current density, pH, temperature, flow rate, and design life requirements.
Choose Ru-Ir Anodes by Chlorine Evolution Application
Different chlorine evolution systems require different anode forms, coating loading, current density, flow conditions, and connection structures. Use the guide below to match common Ru-Ir MMO anode designs with your application.

Sodium Hypochlorite Generation

Electrochlorination Systems

Brine Electrolysis

Seawater Disinfection

Cooling Water Treatment

Chloride Wastewater Oxidation

Custom Ru-Ir MMO Anodes Engineered Around Your System
Ru-Ir anode design should be reviewed according to chloride concentration, current density, pH, temperature, flow rate, scaling tendency, cell geometry, operating hours, and required chlorine output.
Chloride Chemistry Review
Review chloride concentration, conductivity, pH, temperature, and water or brine chemistry.
Coating Loading Selection
Recommend coating loading according to current density, operating hours, chlorine evolution target, and design life.
Current Distribution Design
Review anode surface area, spacing, geometry, and flow path to support stable current distribution.
Scaling & Maintenance Consideration
Review hardness, scaling risk, polarity reversal, cleaning method, and maintenance expectations.
Connection & Assembly Design
Customize tabs, cables, threads, frames, bolting, welding, sealing, or mounting structures.
Documentation Support
MTC, coating records, XRF / ALT reports when required, labels, packing list, and project-specific documents can be prepared.
Streamlined Customization: 4-Step Ru-Ir Specification Workflow
Bespoke Ru-Ir anodes require precise process data. Our engineering workflow helps convert electrolyte chemistry, cell geometry, and performance targets into a production-ready anode specification.
Define Your Operating Environment
Provide electrolyte chemistry, chloride concentration, pH, temperature, current density, and target service life.
Specify the Chlorine Evolution Target
Tell us whether the system is for chlor-alkali, NaOCl generation, seawater electrolysis, MGPS, salt chlorination, or water disinfection.
Confirm Geometry & Active Area
Specify plate, expanded mesh, rod, tube, or custom assembly requirements.
Submit Drawings & Terminations
Send CAD drawings, sketches, connector types, welded studs, hooks, busbar, or cable requirements.
Common Failure Risks for
Ru-Ir MMO Anodes
Many early failures come from mismatched coating chemistry, excessive current density, scaling, poor current distribution, or unsuitable operating conditions. Reviewing these risks before production helps improve anode selection and system reliability.
Incorrect Coating Selection
Ru-Ir coating should be used where chlorine evolution is the dominant reaction.
Excessive Current Density
High current density may accelerate coating consumption or create uneven current distribution.
Scaling on Anode Surface
Hard water, poor flow, or unstable chemistry may cause deposits and reduce active surface area.
Poor Flow Distribution
Dead zones or uneven flow may create localized hot spots and unstable output.
Unclear Operating Data
Missing pH, temperature, chloride concentration, or current density makes coating selection less reliable.
Connection or Sealing Issues
Cable, tab, thread, or seal design should match installation and operating conditions.
Buyer Note
If your previous Ru-Ir anodes failed early, share electrolyte data, operating current, photos, dimensions, and failure observations for engineering review.

Quality Control for Ru-Ir MMO Coated Titanium Anodes
Ru-Ir MMO anode quality depends on titanium substrate preparation, coating formulation, application cycles, thermal treatment, coating loading, surface condition, connection integrity, and documentation.
Titanium Substrate Preparation
Verifying material grade and dimensional accuracy based on project requirements before processing begins.
Surface Activation
Executing precise etching and surface profiling to optimize MMO coating adhesion when applicable.
Ru-Ir Coating Application
Applying formulation in controlled cycles to build up the catalytic layer according to the agreed inspection scope.
Thermal Treatment Control
Managing oxidation temperatures precisely to form stable, electrocatalytically active mixed metal oxides.
XRF / ALT Verification
X-Ray Fluorescence for loading measurement and Accelerated Life Testing can be supported when required.
Final Documentation & Packing
Completing visual checks and compiling required project documentation prior to secure packaging.
Available Documents May Include
Based on project requirements and according to the agreed inspection scope, Hele Titanium can provide:
- MTC (Material Test Certificate)
- Ru-Ir coating record
- Dimensional inspection record
- Visual inspection notes
- XRF / ALT record when required
- Packing list & Product labels
- Project-specific QC documents
Operational Note: Fluoride contamination, excessive voltage, reverse polarity, abrasive cleaning, and operation beyond rated current density can negatively impact Ru-Ir MMO anode performance.
Recoating & Lifecycle Value for
Ru-Ir MMO Titanium Anodes
In many Ru-Ir MMO applications, the titanium substrate can be reused if it remains mechanically sound, dimensionally stable, and free from severe corrosion. When the coating is consumed through normal operation, recoating may help restore electrochemical performance at a lower lifecycle cost than replacing the complete titanium assembly.
The Recoating Process
A rigorous 6-step workflow to ensure optimal electrochemical restoration.
Used Anode Inspection
Substrate Evaluation
Surface Preparation
Fresh Ru-Ir Coating
XRF Verification
Final Testing
Important Evaluation Note
Recoating is not always recommended. If the substrate is damaged, contaminated, deformed, or attacked by fluoride or reverse polarity, a new titanium anode may provide better reliability.
Request Evaluation
Provide details about your current MMO anodes to help us assess recoating viability.
Why Engineers Trust Hele Titanium for Ru-Ir Anodes
Ru-Ir anodes are mission-critical components in chloride-rich electrochemical systems. Hele Titanium combines coating science, titanium fabrication, quality testing, and factory-direct support to help customers reduce voltage loss, extend service life, and secure reliable chlorine output.
Factory-Direct Ru-Ir Anode Manufacturing
Titanium substrate preparation, Ru-Ir coating, assembly, inspection, and packing are supported through one manufacturing system.
Chlorine Evolution Focus
Ru-Ir coating recommendations are reviewed according to chloride chemistry, current density, and system conditions.
Custom Geometry Support
Mesh, plate, tube, rod, wire, and custom cell anodes can be manufactured according to drawings or process requirements.
Verification & Documentation Support
XRF, ALT, coating records, MTC, labels, and packing documents can be supported when required.
Application-Based Engineering
Design review is based on electrochlorination, sodium hypochlorite, brine, seawater, or wastewater process conditions.
Export & Project Support
Packing, labeling, shipment documents, and international delivery coordination are available for global buyers.
What to Verify Before Buying Ru-Ir MMO Anodes
Before placing an order, confirm the process parameters that affect coating selection, anode geometry, service life, and quotation accuracy.
Supplier Verification Checklist
-
Application type
-
Chloride concentration
-
Electrolyte composition
-
pH
-
Temperature
-
Conductivity
-
Current density
-
Voltage
-
Operating hours
-
Required chlorine output
-
Flow rate
-
Scaling tendency
-
Anode form
-
Dimensions
-
Coating area
-
Connection method
-
Quantity
-
Documentation requirements
-
Delivery destination
Request Anode Consultation
Submit your operational conditions and our engineering team will customize the optimal PGM loading and coating formulation for your application.
Technical FAQ: Ruthenium-Iridium MMO Anodes
Find practical answers about Ru-Ir coating selection, chlorine evolution, coating adhesion, current density, lifespan, failure risks, and recoating.
What is a Ru-Ir MMO anode used for?
Is Ru-Ir coating suitable for chlorine evolution?
What is the difference between Ru-Ir and Ir-Ta MMO anodes?
Can Ru-Ir MMO anodes be used in sodium hypochlorite generators?
Can Ru-Ir MMO anodes be used for seawater electrolysis?
How do I choose mesh, plate, tube, or rod Ru-Ir anodes?
What causes Ru-Ir MMO coating failure?
How do you test Ru-Ir MMO coating loading?
Can titanium anodes be recoated?
What information is needed to quote Ru-Ir MMO anodes?
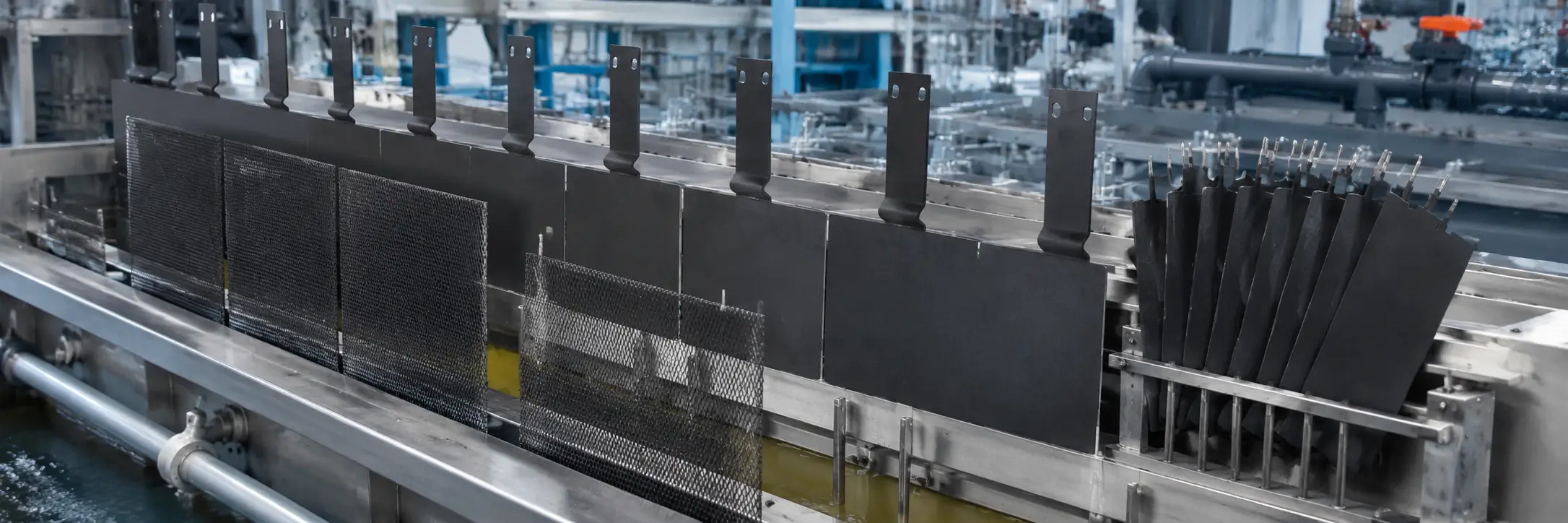
Inside Our Manufacturing & Quality System
Every Ru-Ir MMO anode is manufactured through controlled titanium substrate preparation, coating formulation, thermal treatment, dimensional inspection, XRF verification, adhesion testing, and documentation review — helping buyers reduce coating risk and improve electrolysis reliability.
From titanium substrate preparation and surface activation to Ru-Ir coating application, thermal decomposition, connection fabrication, and final packing, each production step is controlled according to the target electrolyte and service life.
Titanium substrate preparation before Ru-Ir coating

Surface activation for improved coating adhesion

Ru-Ir MMO coating application

Thermal treatment for catalytic coating stability

Connection fabrication for low-resistance current transfer

Finished Ru-Ir MMO anodes prepared for shipment
Our workshop supports Ru-Ir MMO mesh, plate, tubular, rod, basket, and custom OEM anode production for chlorine evolution and chloride-rich electrolysis systems.

Titanium Fabrication Area

Ru-Ir Coating Preparation Station

Thermal Sintering Furnace Area

Packing & Dispatch Area
Quality checks focus on substrate verification, PGM loading, coating uniformity, adhesion, accelerated life testing, dimensional accuracy, surface condition, and traceability.
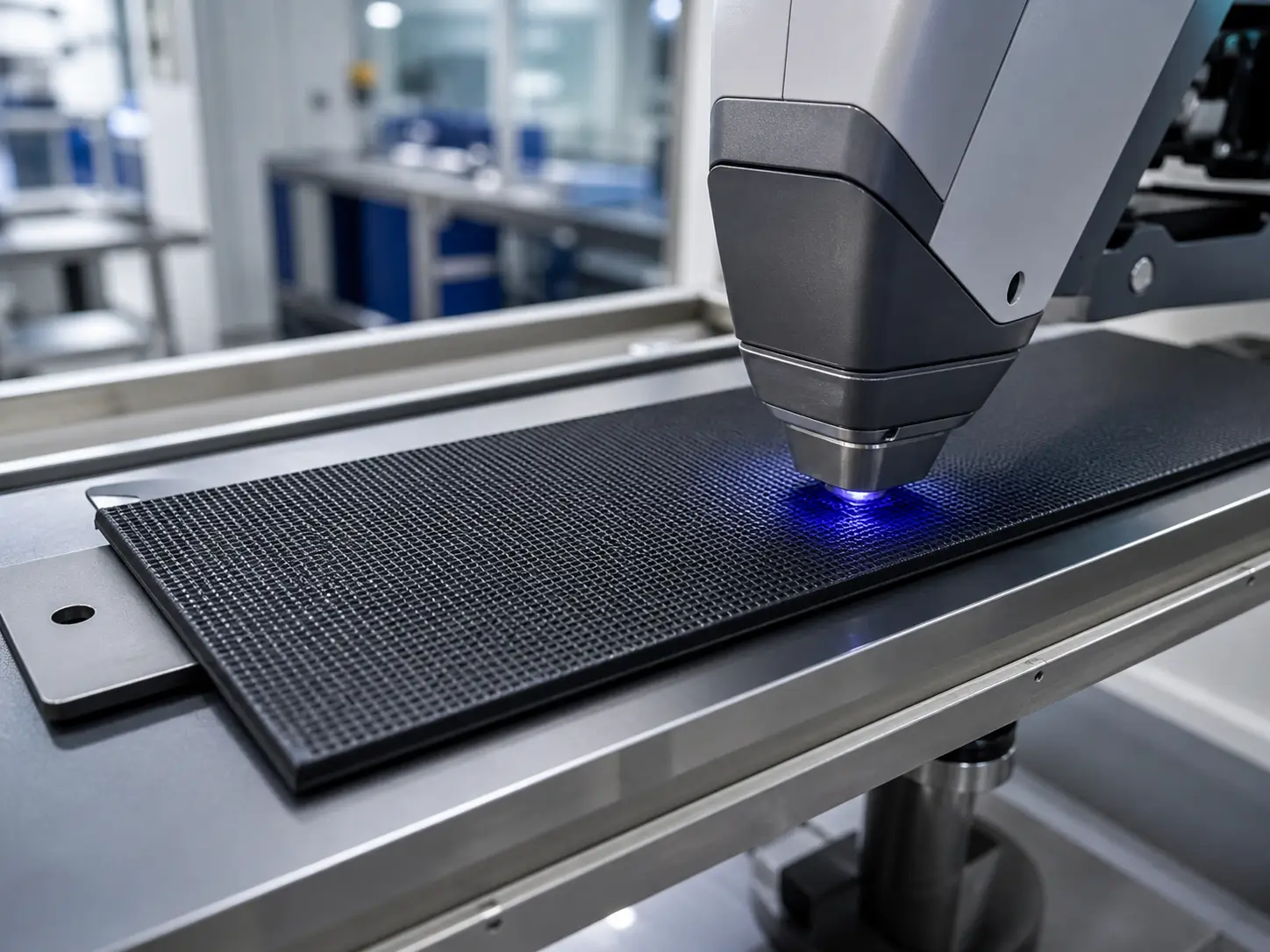
XRF testing for Ru-Ir PGM loading
Multi-point coating uniformity check

Adhesion testing for coating reliability

ALT for coating durability review
Dimensional inspection according to drawings

Final inspection records prepared for approval
For qualified projects, Hele Titanium can provide material certificates, XRF reports, coating records, dimensional reports, inspection documents, drawings, packing lists, and export documentation.

Material Test Certificate Example

XRF Coating Report

Accelerated Life Test Record

Export & Traceability Documentation
Need production photos, coating reports, or technical documentation? Contact our team for direct factory support.
The Definitive Guide to Ruthenium-Iridium MMO Titanium Anodes
Ru-Ir titanium anodes are engineered for chlorine evolution in chloride-rich electrochemical systems. Their performance depends on titanium substrate quality, RuO₂ / IrO₂ coating chemistry, coating loading, thermal decomposition process, current density, electrolyte chemistry, and service-life expectations. This guide helps engineers and procurement teams specify Ru-Ir MMO anodes with lower failure risk and better lifecycle value.
Table of Contents
1. What Is a Ru-Ir MMO Anode?
Explore the fundamental definition and composition of Dimensionally Stable Anodes (DSA) utilizing Ruthenium-Iridium coatings.
A Ruthenium-Iridium (Ru-Ir) titanium anode is a specialized type of Dimensionally Stable Anode (DSA) or Mixed Metal Oxide (MMO) electrode. It uses an ASTM Grade 1 or Grade 2 titanium base structure that is coated with a catalytic layer consisting primarily of Ruthenium Oxide (RuO₂) and Iridium Oxide (IrO₂). Unlike consumable anodes, the titanium substrate does not dissolve, and the MMO coating facilitates specific electrochemical reactions.
Buyer Note: Substrate Quality
Always verify that your supplier uses genuine ASTM Grade 1 or Grade 2 titanium. Lower-grade substrates with impurities can lead to poor coating adhesion and premature passivation, drastically reducing the anode's lifespan.
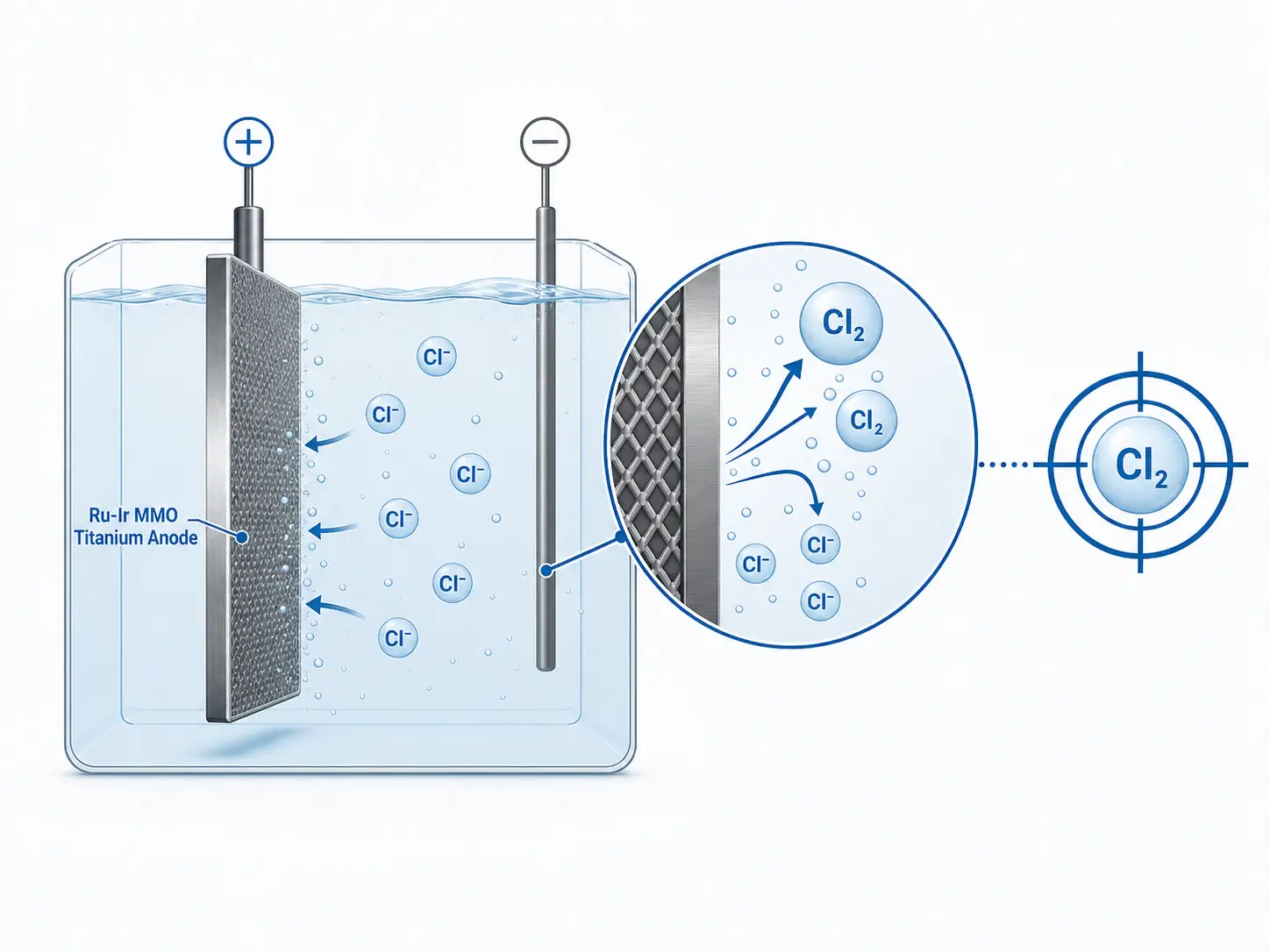
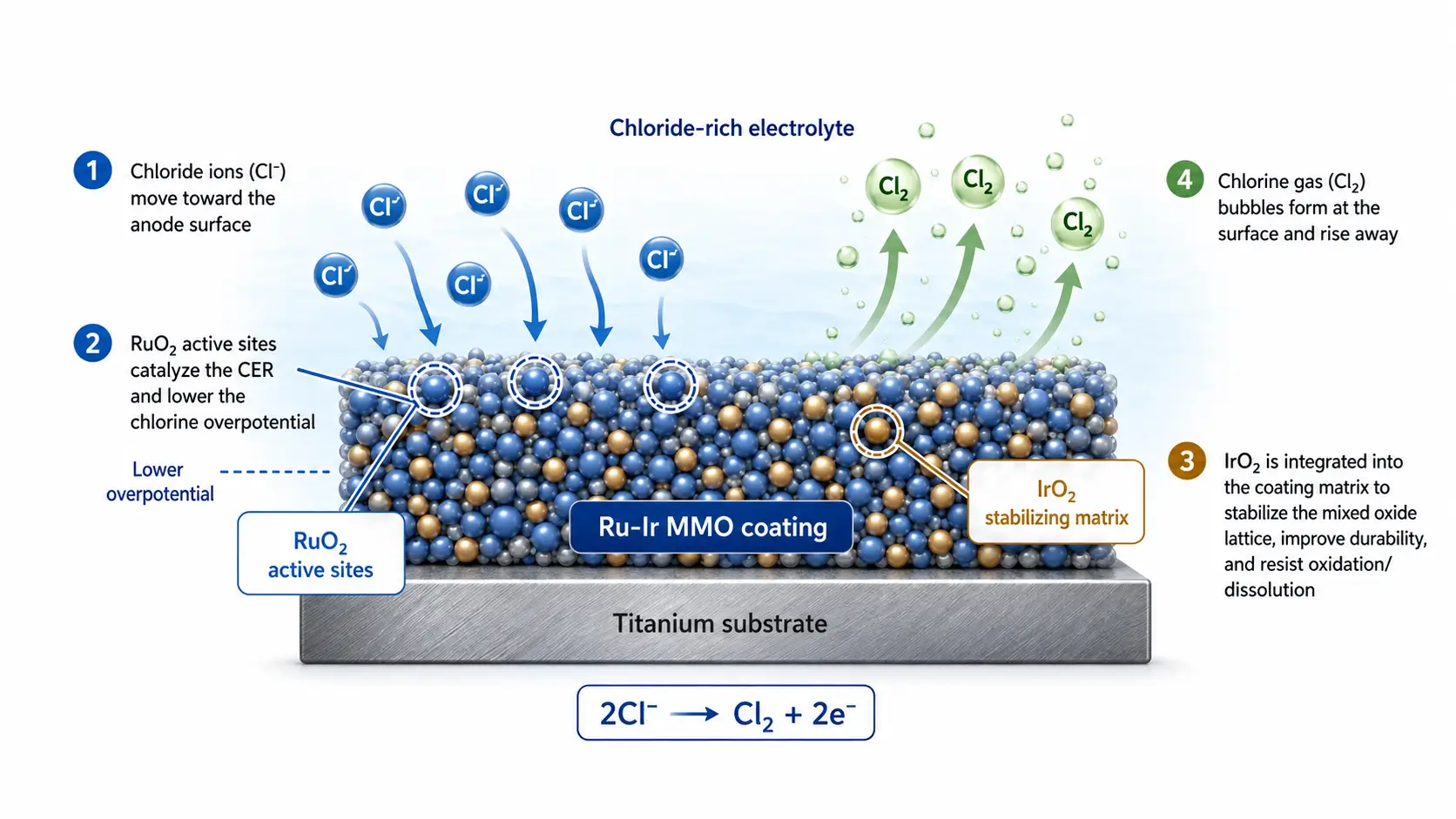
2. How Ru-Ir MMO Coating Works
Understand the electrochemical mechanics that make Ru-Ir the optimal catalyst for efficient and low-energy chlorine generation.
In chloride-rich electrolytes, the primary goal is often the Chlorine Evolution Reaction (CER). RuO₂ is exceptionally active for CER, significantly lowering the chlorine overpotential. This means the reaction occurs at a lower applied voltage, saving substantial energy. However, pure RuO₂ is unstable and dissolves quickly. IrO₂ is added to the matrix to provide structural stability, chemical durability, and oxidation resistance, creating a robust mixed oxide lattice.
3. Best Applications for Ru-Ir MMO Anodes
Identify the optimal industrial environments where Ru-Ir coatings outperform other alternatives.
Ru-Ir MMO anodes are the undisputed choice for any process where saltwater or brine is electrolyzed to produce chlorine. Engineered specifically for high-chloride environments, they ensure maximum chlorine output while keeping energy consumption remarkably low.
Chlor-Alkali Production
Industrial-scale manufacturing of high-purity chlorine gas and caustic soda.
NaOCl Generation
On-site sodium hypochlorite (bleach) generation for municipal water treatment and disinfection.
Seawater Electrolysis
Marine growth prevention systems (MGPS) for offshore platforms, ships, and coastal power plants.
Commercial Pool Systems
Heavy-duty salt chlorinator cells designed for reliable sanitation in large-scale aquatic facilities.
Procurement Tip: Environment Matching
If your process involves sulfuric acid or has very low chlorides (where oxygen evolution dominates), Ru-Ir coatings will degrade rapidly. In these cases, you must specify an Ir-Ta (Iridium-Tantalum) coating instead.
4. Ru-Ir vs Ir-Ta MMO Coatings
A comparative breakdown to help you select the right Mixed Metal Oxide (MMO) chemistry for your specific electrolyte environment.
| Coating | Main Reaction | Best Electrolyte | Typical Applications |
|---|---|---|---|
| Ru-Ir MMO | Chlorine Evolution (CER) | Chloride-rich (brine, seawater) | Chlor-alkali, NaOCl, MGPS |
| Ir-Ta MMO | Oxygen Evolution (OER) | Sulfate-rich, acidic | Electrowinning, Copper foil |
| High-Ir Ru-Ir | Mixed CER/OER | Mixed or low-chloride | Complex wastewater |
| Pt/Ti | Various | Hard chrome, pure water | Plating, water ionizers |
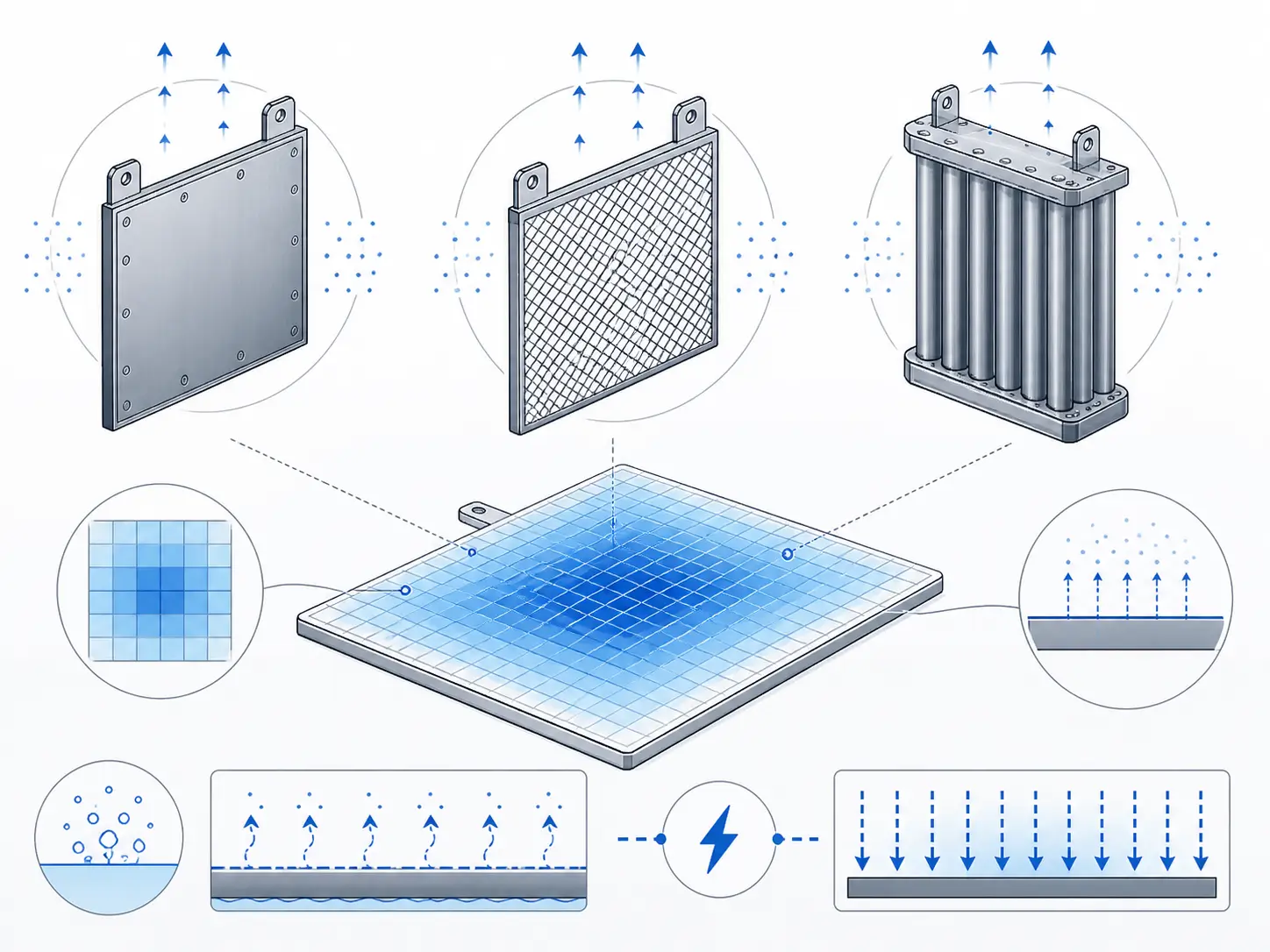
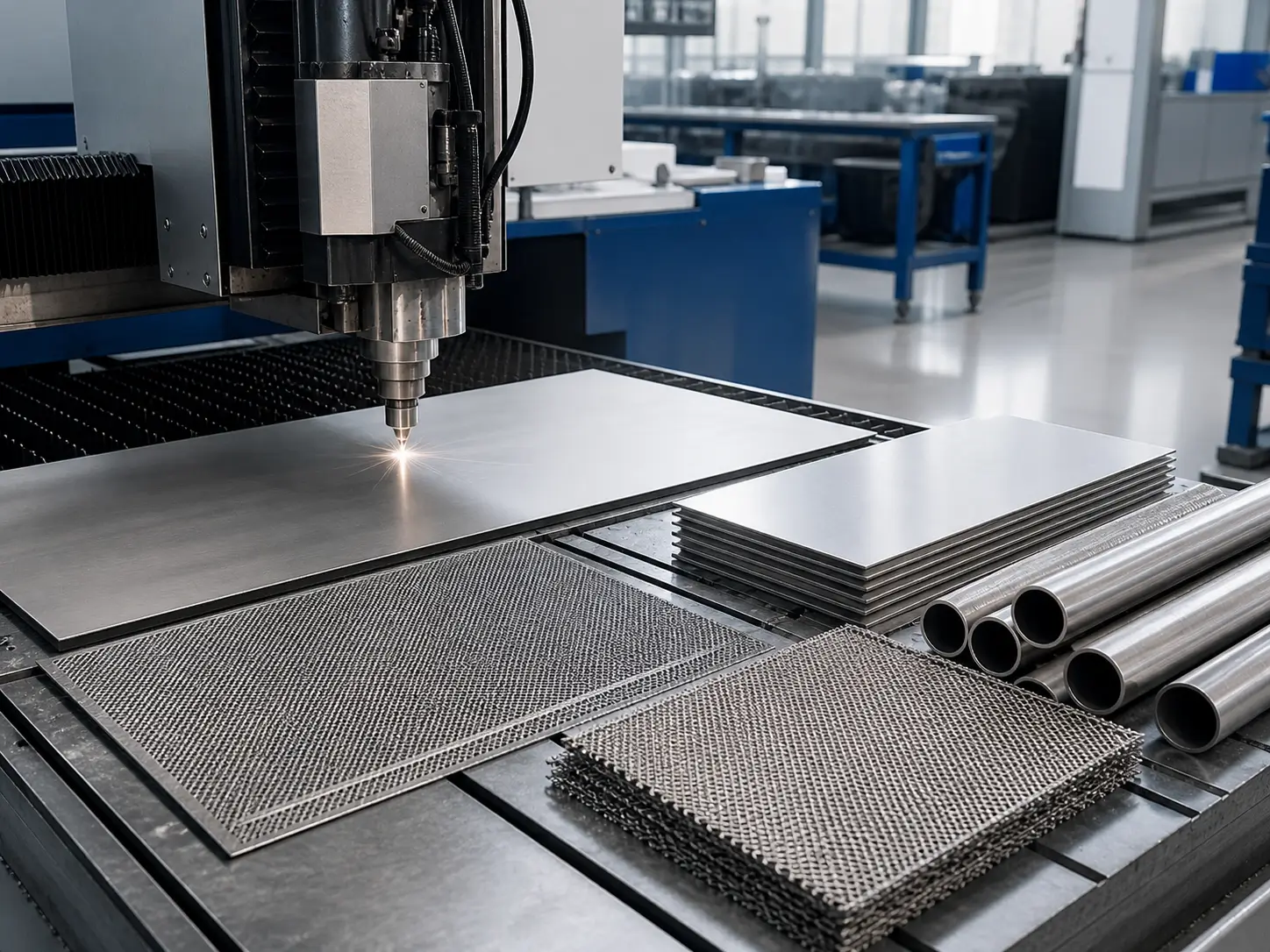
5. Common Anode Forms
Learn how to match physical anode shapes—from mesh to solid plates—with your fluid dynamics and structural requirements.
| Geometry | Best Use Case | Design Benefit |
|---|---|---|
| Expanded mesh | Chlor-alkali, flow cells | High surface area, excellent gas release, lighter weight |
| Solid plate | NaOCl generators, plating | Uniform current distribution, structural rigidity |
| Tubular anode | Seawater pipes, deep wells | Fits inside piping systems, good pressure resistance |
| Rod anode | Small reactors, internal tanks | Easy threaded installation, omnidirectional current |
| Custom 3D assembly | OEM specific electrolyzers | Drop-in replacement, optimized pole spacing |
6. Typical Technical Specifications
Review the essential physical and operational parameters to guide your engineering and system integration.
| Base material | ASTM B265 / B348 Grade 1 or 2 titanium |
| Catalytic coating | RuO₂ / IrO₂ (Mixed Metal Oxide) |
| Coating loading | Customized g/m² or mg/cm² based on life requirement |
| Coating thickness | Typically 3–15 μm or project-specific |
| Current density | Application-dependent (e.g., 500-2000 A/m² for NaOCl) |
| Operating temperature | Typically 20–60°C |
| pH range | 1–12 depending on specific chemistry |
| Forms | Plate, mesh, rod, tube, custom assembly |
7. Customization Factors
Essential engineering considerations for tailoring anode chemistry, PGM loading, and physical design to your exact needs.
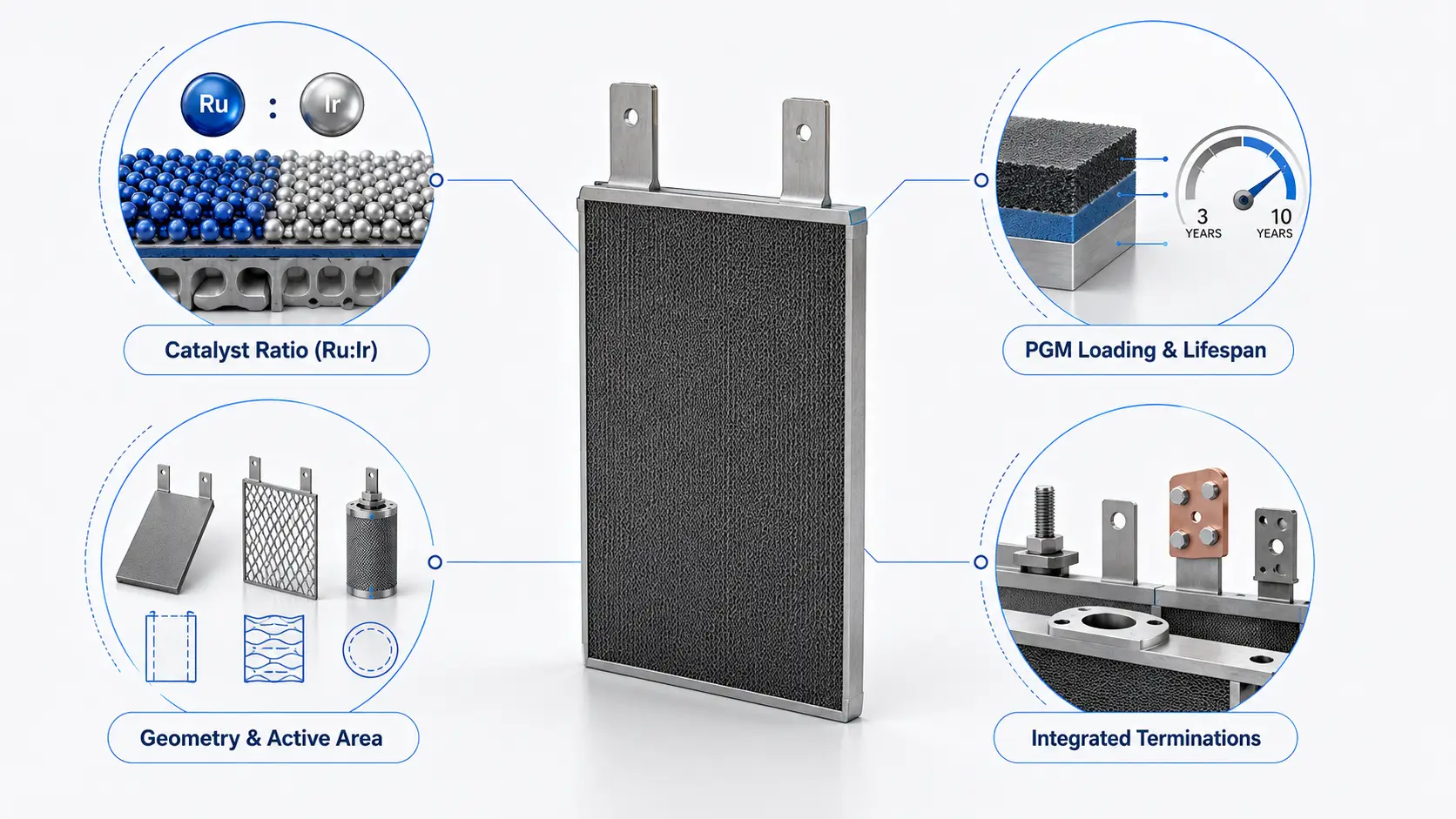
Every industrial process is unique. Rather than offering one-size-fits-all products, we engineer your titanium anodes based on four critical operational parameters to ensure maximum efficiency and exact drop-in compatibility:
Catalyst Ratio (Ru:Ir)
We analyze your electrolyte's chloride-to-oxygen ratio and pH fluctuations to fine-tune the Ruthenium and Iridium mix, optimizing energy efficiency for your specific reaction.
PGM Loading & Lifespan
Precious Group Metal (PGM) coating thickness is directly scaled to your target service life. Whether you need a 3-year or 10-year replacement cycle, we coat accordingly to balance cost and longevity.
Geometry & Active Area
We calculate the exact active surface area required for your current density. The physical shape is designed to ensure uniform current distribution and unhindered gas release.
Integrated Terminations
To prevent dangerous heat buildup and power loss, we manufacture custom mounting studs, flanges, and busbars that guarantee low-resistance electrical connections for drop-in assembly.
8. Quality Testing Requirements
Ensure your supplier utilizes rigorous quality assurance protocols before shipment.
Standard QA Checklist
-
X-Ray Fluorescence (XRF): Verifies exact Ru and Ir coating composition and thickness.
-
Adhesion Testing: Confirms the MMO layer is securely bonded to the titanium substrate (e.g., tape test or bend test).
-
Accelerated Life Testing (ALT): Simulates years of operation in extreme current densities to estimate real-world lifespan.
-
Dimensional Inspection: Ensures all CAD tolerances, hole placements, and welding alignments are correct.
9. Applications & ROI
Explore real-world industrial applications and how Ru-Ir anodes deliver measurable Return on Investment (ROI).
| Application | Recommended Form | Performance Goal | ROI Driver |
|---|---|---|---|
| Chlor-alkali | Mesh | High Cl₂ purity | Energy savings (lower voltage) |
| Sodium hypochlorite | Plate/Tube | Stable active chlorine | Longer maintenance intervals |
| Seawater electrolysis | Tube/Mesh | Biofouling prevention | System uptime |
| Salt chlorination | Plate | Reliable pool sanitation | Consumer product lifespan |
| Water disinfection | Rod/Plate | Oxidant generation | Chemical-free operation |
| Chloride electroplating | Mesh/Plate | Stable bath chemistry | Reduced anode sludge/replacement |
10. Degradation Mechanisms: Why Do Anodes Fail?
Understanding how Ru-Ir anodes wear out helps you optimize system conditions and extend their operational lifespan.
Even the highest-quality Ru-Ir anodes eventually reach the end of their service life. While some wear is natural, certain conditions can cause premature failure. Here is a simplified breakdown of the primary degradation mechanisms:
Normal Coating Depletion
Over years of continuous operation, the active Ruthenium-Iridium layer slowly dissolves into the electrolyte. This is the expected, natural end-of-life process.
Substrate Passivation
If the electrolyte penetrates the coating, a non-conductive titanium dioxide (TiO₂) layer forms on the base metal. This acts like an insulator, causing voltages to spike and blocking current.
Micro-Cracking
Extreme thermal shifts or mechanical stress can cause microscopic cracks in the coating. These cracks allow acid or oxygen to attack the titanium substrate underneath, accelerating failure.
Coating Delamination
Operating at excessively high voltages or accidentally reversing the electrical polarity can literally blast the precious metal coating right off the titanium base.
Warning: Premature Failure Triggers
To protect your investment, avoid these common operational hazards: High fluoride levels (which rapidly dissolve titanium), excessive current density beyond rated limits, reverse polarity without proper self-cleaning system design, and abrasive mechanical cleaning.

11. Installation & Maintenance
Review essential guidelines for handling, operating, and preserving your titanium anodes to maximize their operational lifespan.
Handling & Storage
- Store completely dry with soft padding between plates.
- Prevent any scratching or dropping, which exposes the raw titanium base.
Operation & Electrical
- Tighten all connections to prevent dangerous localized heating.
- Never reverse polarity (unless using a specific self-cleaning design).
- Monitor cell voltage; a steady rise signals coating depletion.
Cleaning & Maintenance
- Flush system with fresh water immediately after shutdown.
- Dissolve calcium/magnesium scale using gentle acid washing only.
- Strictly avoid abrasive tools (no wire brushes or sandpaper).

12. Recoating & Lifecycle Value
Stop buying new anodes every cycle. Learn how our professional recoating service restores 100% performance at a fraction of the cost.
One of the greatest financial advantages of titanium Dimensionally Stable Anodes (DSA) is that the expensive titanium base is entirely reusable. When your Ru-Ir coating eventually depletes, you don't need to pay for new raw materials or custom machining. Instead, you simply send the exhausted anode back to our facility for recoating.
Chemical Stripping
We use specialized chemical baths to gently dissolve the residual depleted coating without damaging the underlying titanium structure.
Surface Preparation
The bare titanium is carefully re-etched and sandblasted to create the perfect micro-roughness required for strong catalyst adhesion.
Fresh MMO Coating
A brand-new layer of Ru-Ir is thermally baked onto the substrate, restoring the anode to its original factory efficiency and lifespan.
Pro Tip: How to Ensure Your Anode is Recoatable
We can only recoat titanium substrates that are structurally sound. To protect your investment, remove the anode from service immediately when you notice a sharp spike in operating voltage. Continuing to run a depleted anode will cause the bare titanium to severely pitting and burning, rendering it unusable for recoating.

13. Supplier Evaluation Checklist
Critical questions and verification steps to ensure you are partnering with a qualified titanium anode manufacturer.
- Can the supplier explain Ru-Ir vs Ir-Ta selection logically?
- Can they provide XRF coating data and Mill Test Certificates (MTC)?
- Can they provide adhesion and Accelerated Life Test (ALT) records?
- Do they demonstrate deep knowledge of chloride-rich systems?
- Are they capable of adjusting Ru:Ir ratios and coating loading for your needs?
- Do they possess in-house CNC machining for custom geometries?
- Do they offer recoating services for exhausted anodes?
14. RFQ Checklist
Gather this information before requesting a quote to ensure accurate engineering and pricing.
- Application
- Electrolyte chemistry
- Chloride concentration
- pH range
- Operating temperature
- Current density
- Cell voltage
- Target service life
- Anode form
- Active coating area
- Dimensions
- Connection type
- Drawings or sample photos
- Testing requirements
- Documentation requirements
- Quantity
- Delivery schedule
Ready to Specify the Right Ru-Ir MMO Anode?
Send your electrolyte, chloride concentration, current density, operating temperature, voltage range, target service life, and drawing requirements to Hele Titanium. Our team will help you review the best Ru-Ir coating loading and anode geometry for your system.
Request a Technical QuoteGet a Ru-Ir MMO Anode Recommendation for Your Chloride Electrolysis System
Tell us your electrolyte chemistry, chloride concentration, pH, temperature, current density, chlorine output target, anode form, and documentation needs. Hele Titanium will help review the suitable Ru-Ir MMO anode design for your system.
-
Ru-Ir Coating Review for Chlorine Evolution
-
Mesh, Plate, Tube, Rod & Custom Cell Anodes
-
XRF / ALT / Coating Record Support When Required
-
Engineering Review & Export Documentation