















Titanium Anode Procurement Guide for Engineers & Industrial Buyers
When your system depends on stable efficiency, long-term durability, and resistance to aggressive electrolytes, the right titanium anode is not just a part — it is the backbone of performance and profitability. This guide helps engineers and procurement teams navigate the broad category of titanium anodes, evaluating coatings, geometries, operating limits, supplier quality, and lifecycle value.
Before You RFQ Titanium Anodes, Confirm These 4 Things:
- Application: chlorination, oxygen evolution, plating, oxidation, or cathodic protection
- Operating conditions: electrolyte, pH, temperature, and current density
- Performance target: service life, voltage window, efficiency, and coating durability
- Mechanical design: coating type, anode geometry, connection method, and drawing requirements
1. What Is a Titanium Anode?
Understanding the fundamental composition of a titanium anode is the first step in evaluating its suitability for your electrochemical process.
A titanium anode is a precision-engineered electrode composed of a corrosion-resistant titanium substrate and a highly active catalytic coating.
- Substrate: Pure titanium alone forms an insulating titanium dioxide layer under anodic polarization, halting current flow.
- Coating: The catalytic coating ensures desired electrochemical reactions occur efficiently.
- Structure: Titanium provides the necessary structural integrity and conductivity.
Titanium Anode Cross-Section
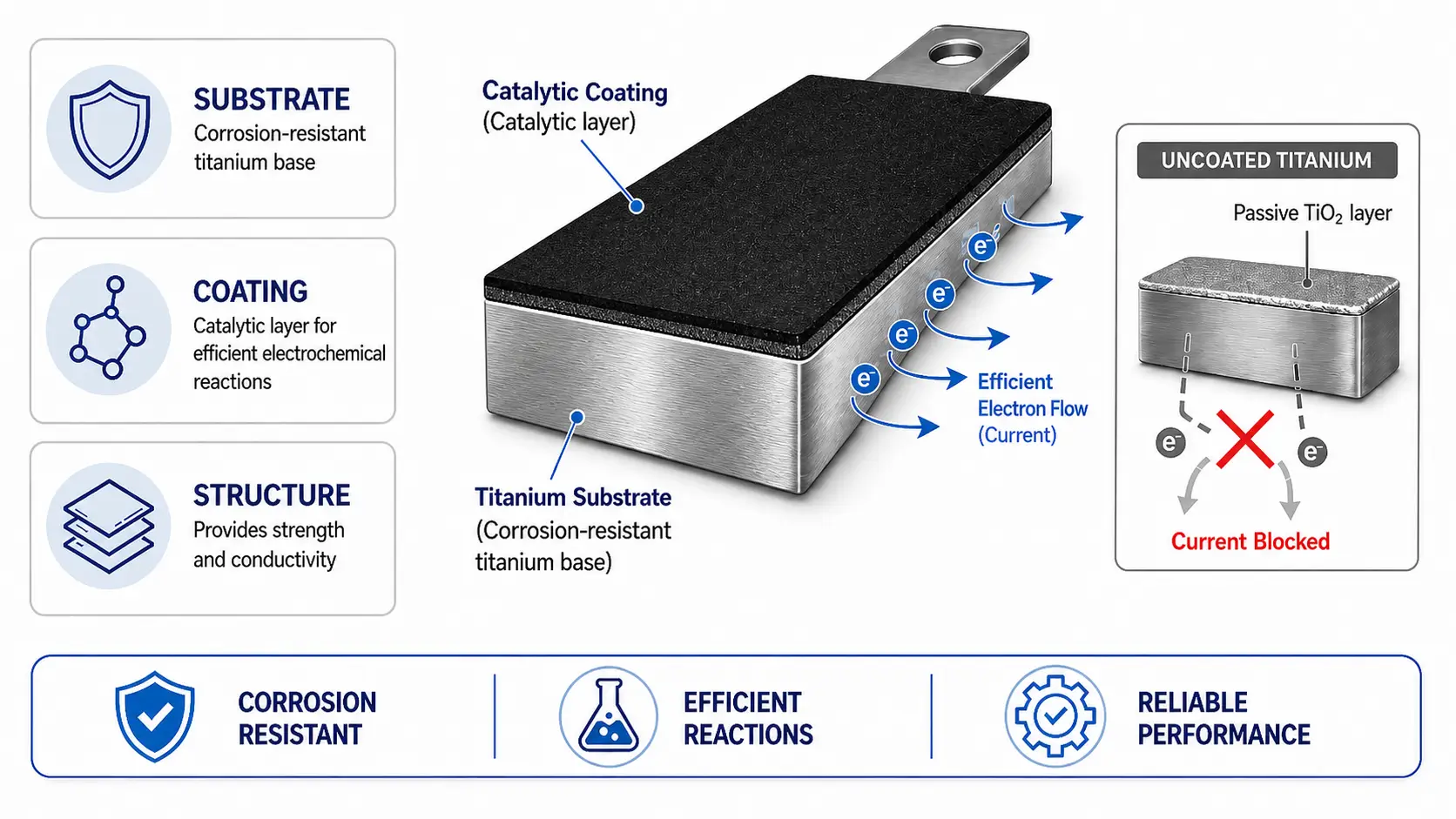
Figure: Schematic representation of a Dimensionally Stable Anode (DSA)
2. Titanium Anodes vs MMO Anodes
While often used interchangeably, "Titanium Anode" is the parent category, whereas "MMO Anode" is a specific—and the most common—type.
Titanium anodes refer to any electrode utilizing a titanium substrate due to its exceptional corrosion resistance and shape stability. MMO (Mixed Metal Oxide) anodes specifically feature a catalytic coating of precious metal oxides, such as Ruthenium or Iridium.
However, the titanium anode family extends beyond MMO. It also includes Platinized Titanium (Pt/Ti), Lead Dioxide (PbO₂) coated titanium, and Boron-Doped Diamond (BDD/Ti) anodes, each serving distinct electrochemical purposes where standard MMO might not be suitable.
3. Common Titanium Anode Coatings
The catalytic coating determines the anode's function. The most common coatings applied to titanium substrates include:
- MMO (Mixed Metal Oxide): Typically composed of Ruthenium-Iridium (Ru-Ir) or Iridium-Tantalum (Ir-Ta). These are the industry standard for chlorine and oxygen evolution.
- Platinized Titanium (Pt/Ti): A thin layer of pure platinum electroplated or clad onto titanium. Used for high-purity applications like precious metal plating or water ionization.
- Lead Dioxide (PbO₂/Ti): Offers a high oxygen overpotential, making it ideal for aggressive organic oxidation, hydrometallurgy, and wastewater treatment.
- Boron-Doped Diamond (BDD/Ti): Provides the widest potential window for extreme electrochemical oxidation processes.
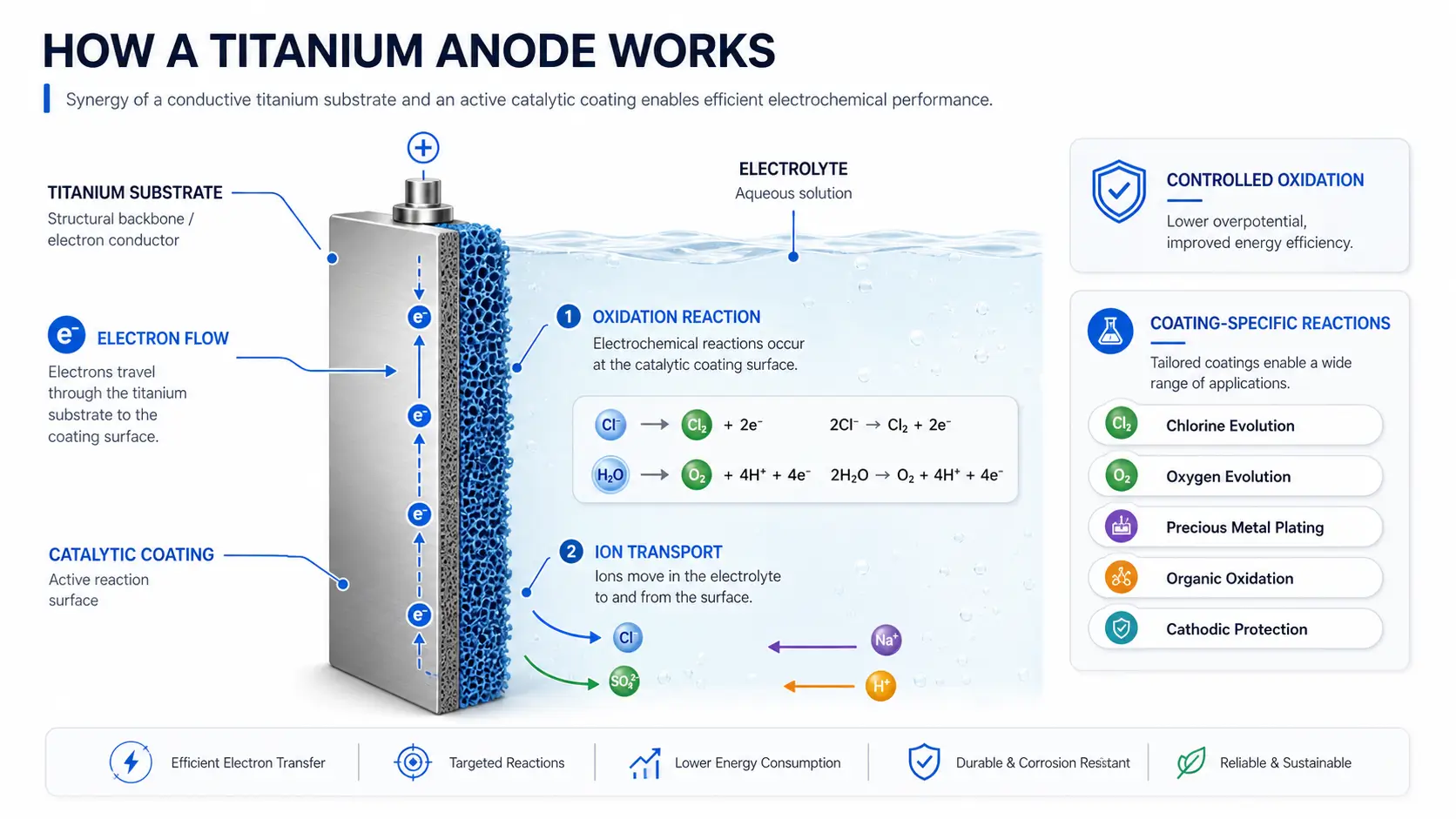
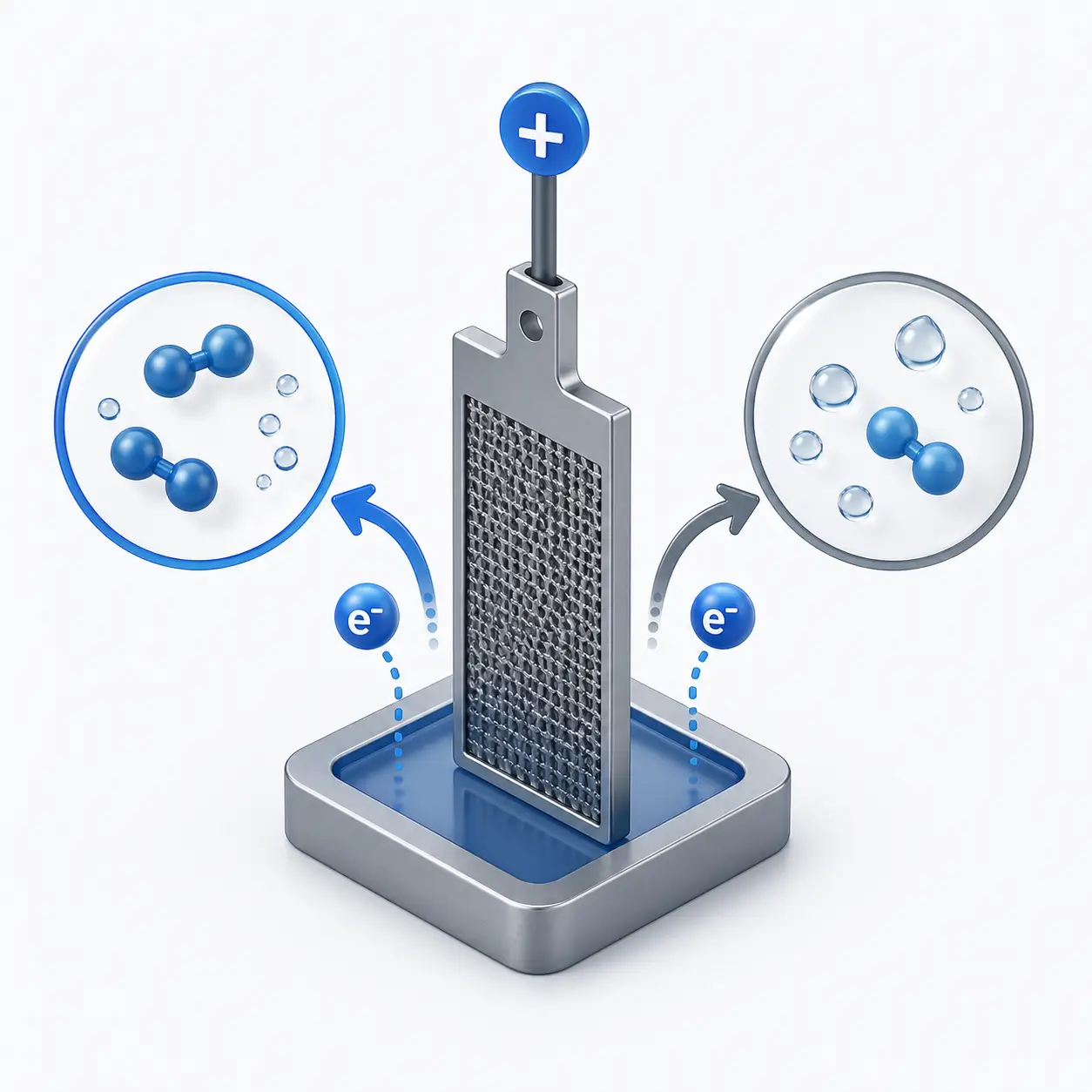
Figure: The catalytic coating lowers the activation energy for specific oxidation reactions at the anode-electrolyte interface, while the titanium substrate rapidly conducts the released electrons away to the external circuit.
4. How to Choose Titanium Substrate
Selecting the correct grade and form of the titanium substrate ensures the mechanical integrity and formability required for your specific cell design.
| Material / Form | Standard | Characteristics |
|---|---|---|
| Grade 1 Titanium | ASTM B265 / B338 | Highest purity and ductility. Ideal for complex deep drawing and expanded mesh forms. |
| Grade 2 Titanium | ASTM B265 / B348 | Standard industrial workhorse. Higher strength, widely used for plates, rods, and tubes. |
| Substrate Forms | Various | Available as plate, expanded mesh, seamless tube, solid rod, and wire. |
5. How to Choose Anode Form
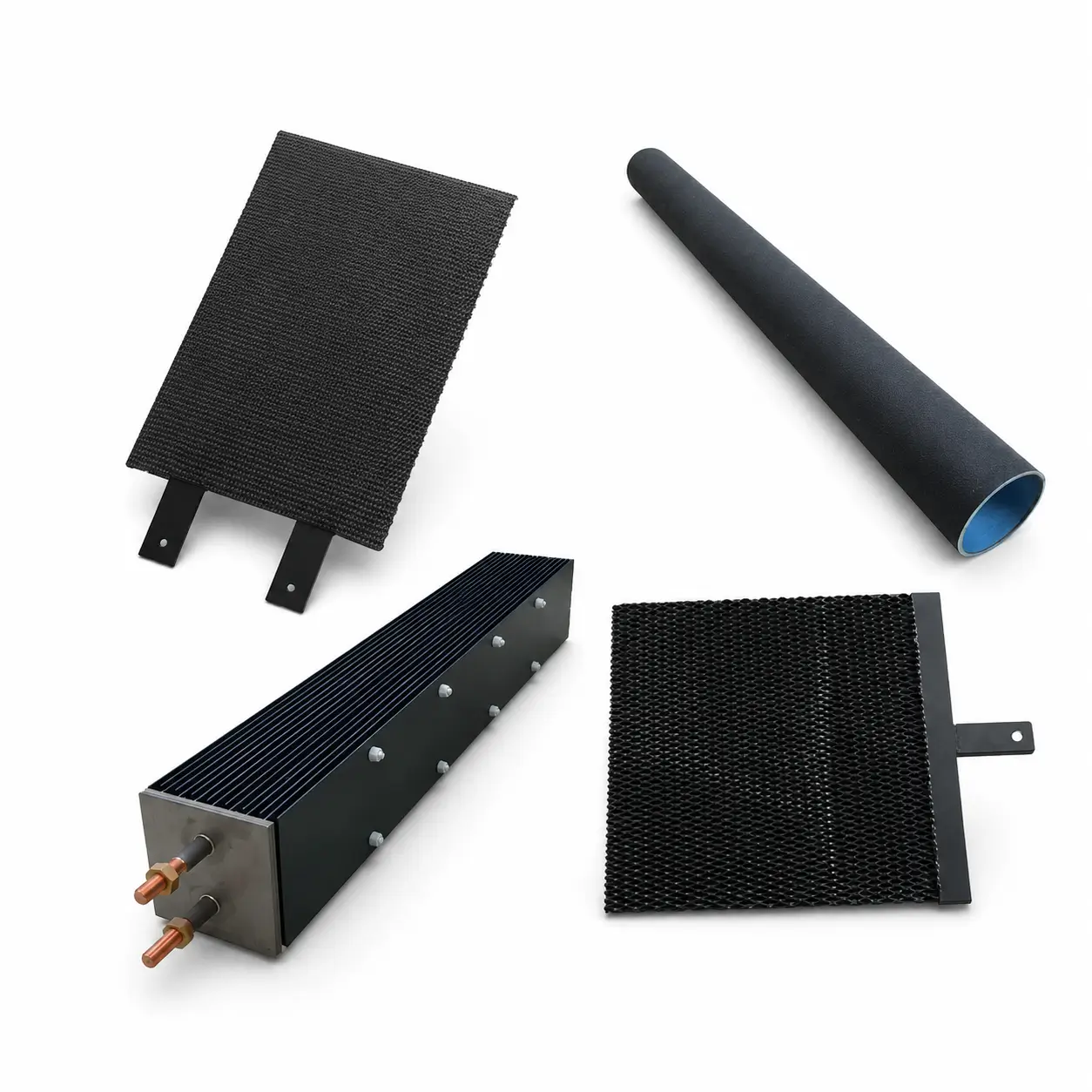
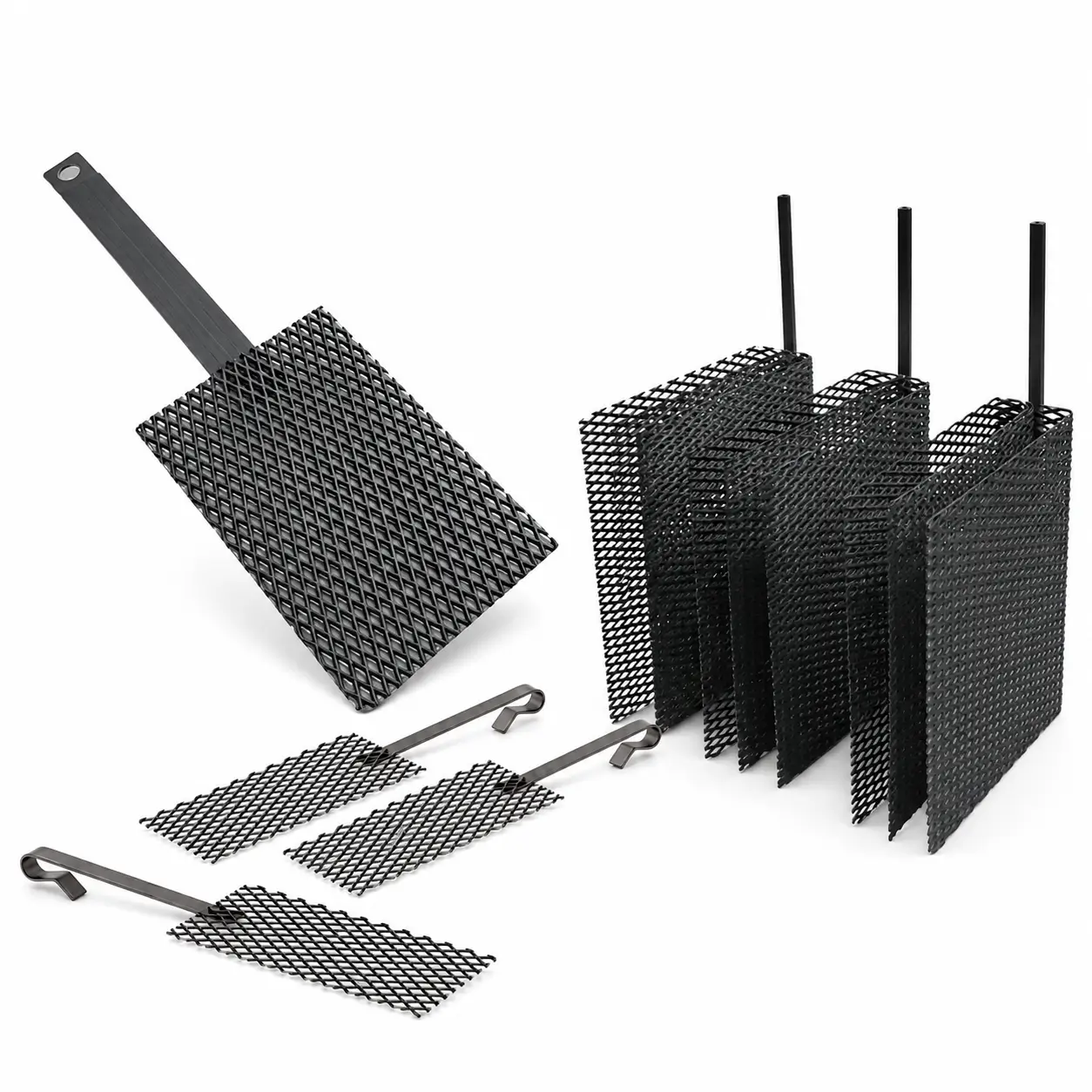
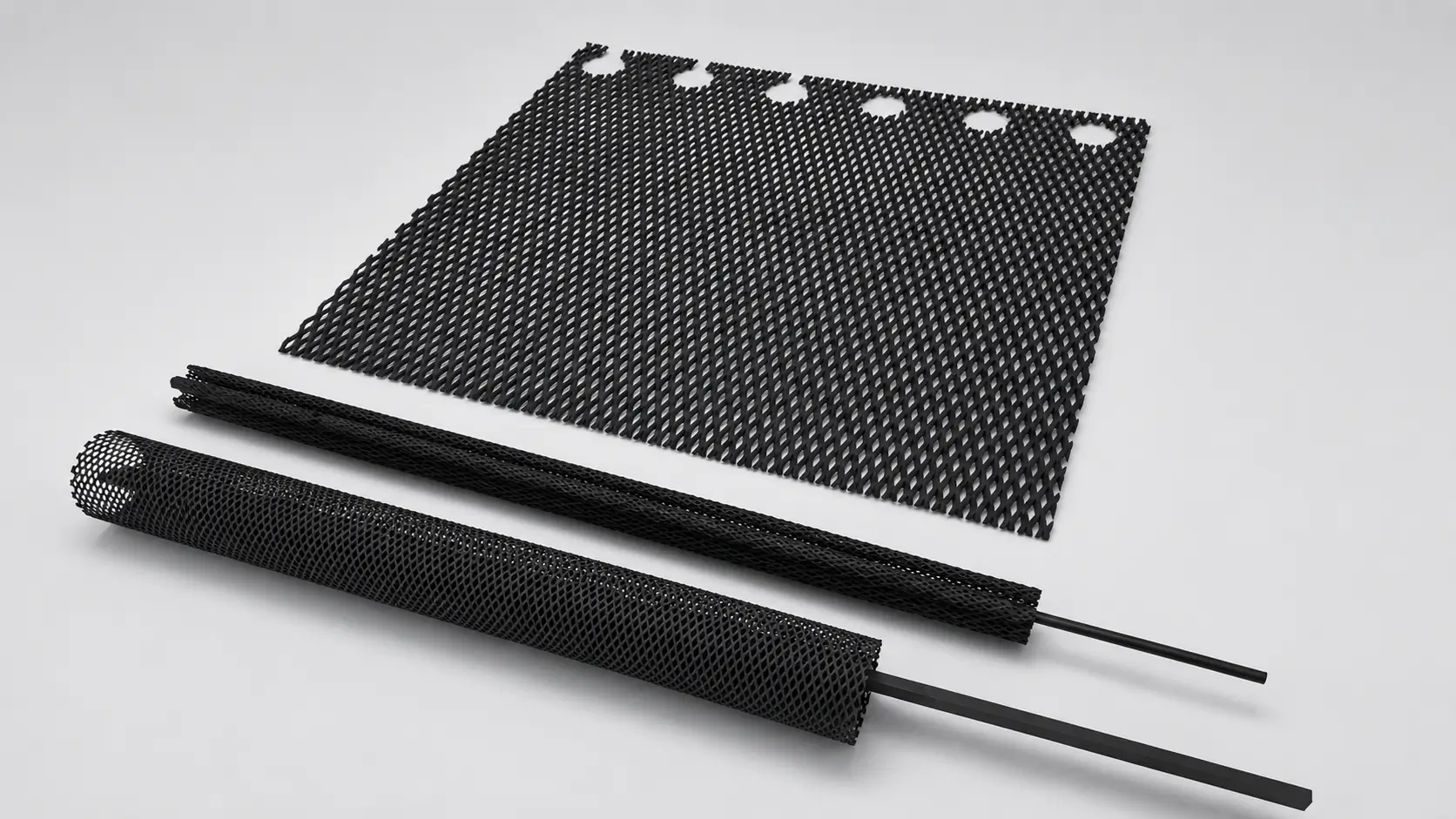
Anode geometry directly impacts current distribution, gas release, and installation. Optimize the shape to fit your unique operational constraints.
| Geometry | Geometry Strength | Design Benefit | Best Use Case |
|---|---|---|---|
| Mesh | High surface area, lightweight | Excellent gas bubble release | Water treatment, general electrolysis |
| Plate | High mechanical strength | Handles high current loads | Electrowinning, heavy wastewater |
| Tube | 360-degree current distribution | Easy to seal in pipes | ICCP, inline chlorinators |
| Rod | Rigid and highly durable | Easy to machine and thread | Internal pipe protection |
| Disc | Compact, targeted area | Fits specialized cell housings | Sensors, specialized cells |
| Ribbon | Flexible, covers long distances | Distributed current network | Concrete rebar ICCP, tank bottoms |
| Basket | Holds sacrificial metals | Easy material replenishment | Electroplating |
| Wire | Ultra-flexible, continuous | Fits tight, complex spaces | Internal continuous protection |

Figure: Various titanium anode geometries designed to optimize current distribution and fit specific operational constraints.
6. Application-Based Selection
Selecting the right titanium anode starts with the application. The operational environment dictates the reaction, which in turn dictates the coating and form.
Every electrochemical system is unique. When selecting an anode based on your application, consider the following:
- Electrolyte Composition: Is it seawater, brine, acidic, or rich in organics? Chlorides typically require Ru-Ir, while sulfates require Ir-Ta.
- Current Density: High-current applications (like electrowinning) demand robust plate or tubular forms with thicker coatings, while low-current applications (like water ionizers) can use delicate meshes.
- Installation Space: Confined spaces might require flexible wire or ribbon anodes, whereas large open tanks benefit from rigid plate or basket designs.
7. Coating Selection by Reaction
Matching the coating formulation to your primary reaction is critical for performance and longevity.
| Coating Type | Primary Reaction | Operating Environment | Main Advantage | Limitations | Best Applications |
|---|---|---|---|---|---|
| Ru-based MMO | Chlorine Evolution | Chlorides / Brine | High efficiency for Cl₂ generation | Poor in pure O₂ evolution | Chlor-alkali, pool chlorinators |
| Ir-based MMO | Oxygen Evolution | Acidic / Sulfates | Extremely stable in aggressive acids | Higher precious metal cost | Electrowinning, ICCP |
| Pt/Ti | High-Purity Reactions | Various | Insoluble, ultra-high purity | High cost, sensitive to ripples | Plating, water ionizers |
| PbO₂/Ti | Strong Oxidation | High Organics | High overpotential for O₂ | Heavy, uses toxic precursors | Wastewater, hydrometallurgy |
| BDD/Ti | Extreme Oxidation | Complex Water | Widest potential window | Very high cost, brittle | Advanced oxidation processes |
Procurement Tip
If you are not sure which coating to choose, start by identifying the dominant reaction. Ru-Ir is commonly used for chlorine evolution, Ir-Ta and IrO₂ are commonly used for oxygen evolution and oxidation systems, while platinized titanium (Pt/Ti) is used for high-purity or special electrochemical applications.
8. How Titanium Anodes Are Manufactured
Titanium anode performance starts long before the coating is applied. A reliable anode requires the right titanium substrate, controlled surface preparation, process-matched coating formulation, repeated thermal bonding, and final inspection before shipment.
Titanium Substrate Selection
Commercially pure titanium is commonly used as the base material because of its corrosion resistance, conductivity support, and dimensional stability in electrochemical environments. Substrate grade, thickness, mesh opening, tube size, plate dimensions, or custom geometry should be selected according to application, current density, and mechanical requirements.
Cutting, Forming & Fabrication
The titanium substrate is cut, expanded, welded, formed, drilled, or assembled according to drawings. Common forms include mesh, plate, tube, rod, ribbon, wire, basket, disc, and custom welded structures. Accurate fabrication helps ensure stable installation, correct active area, and reliable current distribution.
Surface Preparation
Before coating, the titanium surface must be cleaned, blasted, pickled, or roughened to improve coating adhesion. Proper surface preparation removes oil, oxide contamination, and surface impurities that may weaken the bonding between the titanium substrate and catalytic coating.
Coating Application & Thermal Treatment
The selected coating system, such as Ru-Ir, Ir-Ta, Pt/Ti, or PbO₂, is applied through controlled coating cycles. Each layer is dried and thermally bonded to the titanium substrate. Multi-pass coating helps build the required catalytic layer, precious metal loading, and service-life performance.
Inspection, Packing & Shipment
Finished titanium anodes are checked for dimensions, surface condition, coating coverage, connection design, and packaging protection. For project orders, inspection records, material documents, XRF data, coating reports, and export packing documents can be prepared according to agreed requirements.
The Manufacturing System Matters
A good titanium anode manufacturer does not only apply coating. It controls substrate preparation, coating cycles, thermal bonding, inspection, documentation, and packing as one complete manufacturing system.
9. Quality & Testing Requirements for Titanium Anodes
For coated titanium anodes, quality control should focus on coating adhesion, coating loading, dimensional accuracy, electrochemical performance, and traceability. Buyers should not evaluate titanium anodes only by appearance or price.
| Quality Item | What Should Be Checked | Why It Matters |
|---|---|---|
| Titanium Substrate Verification | Titanium grade, material certificate, dimensions, and surface condition | Confirms the base material is suitable for the intended electrochemical environment. |
| Dimensional Inspection | Length, width, diameter, thickness, mesh opening, active area, connection position, and drawing tolerance | Ensures the anode fits the cell, tank, pipeline, or equipment assembly correctly. |
| Surface Preparation Review | Cleaning, roughness, pickling, blasting, and pre-coating condition | Supports coating adhesion and reduces early delamination risk. |
| Coating Uniformity | Visual coverage, edge coating, surface defects, coating consistency, and active area coverage | Helps support stable current distribution and predictable electrochemical performance. |
| XRF Coating Thickness / Loading Check | Precious metal loading or coating thickness at selected test points | Helps verify coating distribution and agreed coating requirements. |
| Adhesion Testing | Tape test, bend review, surface inspection, or project-specific adhesion checks | Reduces the risk of coating peeling, cracking, or delamination during operation. |
| Electrochemical Performance Testing | Voltage behavior, current response, chlorine evolution, oxygen evolution, or application-specific performance check | Confirms whether the anode responds properly under selected test conditions. |
| Accelerated Life Testing | Durability testing under defined electrolyte, temperature, and current conditions | Helps evaluate coating stability and expected service behavior. |
| Documentation Review | MTC, inspection report, XRF report, packing list, traceability record, and shipment documents | Supports buyer approval, project records, and long-term procurement confidence. |
Recommended Buyer Note
Testing requirements should be confirmed before production. Different applications may require different inspection items, such as XRF, ALT, adhesion test, dimensional inspection, electrochemical testing, or full documentation support.
10. Titanium Anodes vs Graphite and Lead Anodes
Titanium anodes, graphite anodes, and lead-based anodes are all used in industrial electrochemical systems, but they differ significantly in service life, contamination risk, mechanical strength, operating stability, and maintenance requirements.
| Anode Type | Main Advantages | Limitations | Best-Fit Applications |
|---|---|---|---|
| Coated Titanium Anodes | Dimensionally stable, corrosion-resistant, customizable coating, low maintenance, lower contamination risk, suitable for high-performance electrochemical systems. | Higher initial cost than some traditional anodes; coating selection must match the process. | Chlor-alkali, sodium hypochlorite, ICCP, electrowinning, electroplating, wastewater treatment, MGPS, and custom electrolysis systems. |
| Graphite Anodes | Relatively low cost, conductive, suitable for some traditional electrochemical applications. | Brittle, can consume or erode, may release carbon particles, lower mechanical strength, higher maintenance in demanding systems. | Some legacy electrolysis, basic electrochemical processes, and low-cost applications where contamination and wear are acceptable. |
| Lead or Lead Alloy Anodes | Historically used in electrowinning and some oxidation processes; relatively low material cost in certain applications. | Heavy, may create contamination concerns, requires careful handling and environmental compliance, may form sludge or surface passivation depending on operation. | Selected legacy hydrometallurgy or electrowinning systems where lead-based operation is still accepted and properly controlled. |
Selection Insight: Titanium anodes are often preferred when buyers need longer service life, cleaner operation, lower routine maintenance, dimensional stability, and coating systems matched to a specific electrochemical reaction. Graphite and lead anodes may still be considered in some legacy or cost-sensitive systems, but they should be evaluated carefully against lifecycle cost, contamination risk, and maintenance requirements.
11. Industrial Applications of Titanium Anodes
Titanium anodes are used across many electrochemical industries because coating chemistry and anode geometry can be customized for different reactions, electrolytes, current densities, and equipment designs.
Application 1 — Water Disinfection & Sodium Hypochlorite Generation
Ru-Ir coated titanium anodes are commonly reviewed for saltwater electrolysis, brine electrolysis, sodium hypochlorite generators, salt chlorinators, and on-site disinfection systems. Key selection factors include chloride concentration, current density, water quality, temperature, and required chlorine output.
Application 2 — Marine Growth Prevention Systems
MMO titanium anodes support seawater electrochlorination for MGPS systems used in marine cooling water lines, seawater intake systems, and shipboard anti-fouling equipment. Coating, tubular structure, flow condition, and installation design are important selection factors.
Application 3 — Cathodic Protection / ICCP
MMO titanium anodes are widely used in impressed current cathodic protection systems for pipelines, storage tanks, offshore structures, ship hulls, reinforced concrete, and buried infrastructure. Common forms include tubular, ribbon, wire, mesh ribbon, disc, rod, and canister anodes.
Application 4 — Electrowinning & Hydrometallurgy
Ir-Ta, PbO₂, and other process-specific coated titanium anodes can support metal recovery and hydrometallurgical processes. Selection should consider acid concentration, metal ion chemistry, oxygen evolution behavior, current density, temperature, and expected operating life.
Application 5 — Electroplating & Metal Finishing
Platinized titanium anodes, MMO anodes, and titanium anode baskets are used in plating systems where bath stability, corrosion resistance, current distribution, and clean operation are important. Custom baskets and anode forms can be designed for specific plating lines.
Application 6 — Wastewater Treatment & Electrochemical Oxidation
Ir-Ta, PbO₂, BDD-related systems, and other oxidation-focused titanium electrodes can be reviewed for COD reduction, ammonia treatment, organic pollutant oxidation, and advanced electrochemical wastewater treatment. Coating choice must match the wastewater chemistry and oxidation target.
Application 7 — Chlor-Alkali and Chemical Processing
Ru-Ir based DSA-type titanium anodes are used in chlorine evolution and brine electrolysis processes. Low overpotential, coating stability, active area design, and long-term current efficiency are important for industrial operation.
Application 8 — Green Hydrogen & PEM-Related Systems
Precision titanium parts, Pt/Ti anodes, IrO₂-related coatings, porous titanium components, and titanium flow components can support PEM water electrolysis and hydrogen-related development. Material compatibility, surface finish, coating stability, and cleanliness are key requirements.
Recommended Application Note
The same titanium anode shape may perform differently across different applications. Always match coating, active area, connection method, and substrate form to the real operating environment.
12. Operating & Maintenance Guidelines for Titanium Anodes
Titanium anodes are designed for stable long-term use, but their service life depends heavily on correct operation, proper installation, and regular monitoring. Good maintenance helps prevent coating damage, uneven current distribution, and avoidable early failure.
Operate Within the Recommended Current Density
Do not exceed the recommended current density for the selected coating system. Excessive current density can accelerate coating consumption, increase voltage, generate hot spots, and shorten service life.
Keep Electrolyte Conditions Stable
Monitor pH, chloride concentration, acid concentration, conductivity, temperature, impurities, and flow condition. Sudden changes in electrolyte chemistry may affect coating performance and reaction stability.
Avoid Reverse Polarity Unless Designed for It
Some systems may experience polarity reversal during operation or cleaning. Unless the coating and system are designed for this condition, reverse polarity may damage the catalytic layer.
Ensure Good Electrical Connection
Loose, corroded, or undersized connections can create resistance, heat, uneven current output, or local failure. Check cable, busbar, bolt, tab, and welding connection areas regularly.
Prevent Mechanical Damage
Avoid scratching, bending, hitting, or scraping the coated active surface. Coating damage may expose the substrate and create localized performance loss.
Clean Carefully When Needed
If scale, deposits, sludge, or fouling appears on the anode surface, cleaning should follow approved procedures. Strong acid cleaning, aggressive brushing, or improper chemicals may damage the coating.
Monitor Voltage and Current Trends
Rising operating voltage, unstable current, uneven gas evolution, or reduced process output may indicate coating wear, fouling, poor connection, or electrolyte changes.
Keep Inspection Records
Record operating current, voltage, electrolyte condition, maintenance actions, cleaning history, and replacement dates. These records help evaluate service life and support future anode selection.
Maintenance Note: Titanium anodes are not "maintenance-free" in every application. They require proper operating control, periodic inspection, and process monitoring to achieve stable performance.
13. What Affects Titanium Anode Life?
Titanium anode life is not determined by one factor. It depends on the coating system, coating loading, electrolyte chemistry, current density, operating temperature, installation design, and maintenance quality.
| Factor | How It Affects Service Life | Buyer / Operator Review Point |
|---|---|---|
| Coating Type | Different coatings are designed for different anodic reactions. Ru-Ir, Ir-Ta, Pt/Ti, and PbO₂ are not interchangeable. | Confirm whether the process is chlorine evolution, oxygen evolution, oxidation, plating, ICCP, or another reaction. |
| Coating Loading | Higher or properly specified precious metal loading can improve durability, but must match application and cost target. | Ask whether coating loading can be verified by XRF or project-specific inspection. |
| Current Density | Excessive current density accelerates coating wear and may cause early failure. | Provide real operating current and active area during inquiry. |
| Electrolyte Chemistry | pH, chloride, acid concentration, fluoride, organics, metal ions, and impurities can affect coating stability. | Share electrolyte composition before coating selection. |
| Temperature | Higher temperature can increase reaction rate and coating stress. | Confirm continuous and peak operating temperature. |
| Voltage and Power Control | Unstable voltage, power surges, or poor control may increase stress on the coating. | Review rectifier stability and operating parameters. |
| Flow and Gas Release | Poor flow or gas accumulation may cause uneven reaction and local hot spots. | Confirm cell design, anode spacing, flow rate, and gas release path. |
| Mechanical Handling | Coating scratches, impact, bending, or installation damage can reduce working life. | Use proper packaging, installation, and handling procedures. |
| Cleaning and Maintenance | Incorrect cleaning chemicals or aggressive mechanical cleaning may damage the active coating. | Follow cleaning procedures suitable for the coating type and application. |
| Supplier Manufacturing Control | Surface preparation, coating cycles, thermal treatment, and QC transparency directly affect durability. | Choose a supplier that can explain its coating and testing process clearly. |
A longer-life titanium anode is not simply a thicker anode. It is the result of correct coating selection, suitable coating loading, controlled manufacturing, proper current density, and stable operation.
14. How to Choose the Right Titanium Anode Supplier
Choosing the right titanium anode supplier is a technical decision, not only a purchasing decision. A qualified supplier should understand coating chemistry, application conditions, manufacturing control, inspection requirements, and long-term lifecycle value.
Application Knowledge
The supplier should understand different applications such as chlorination, ICCP, electrowinning, electroplating, wastewater treatment, MGPS, water disinfection, and PEM-related systems.
Coating Selection Ability
The supplier should explain why Ru-Ir, Ir-Ta, Pt/Ti, PbO₂, or another coating is suitable for your process. Avoid suppliers that recommend one coating for every application.
Custom Manufacturing Capability
A good supplier should support mesh, plate, tube, rod, ribbon, wire, basket, disc, and drawing-based custom structures according to installation and active area requirements.
Quality Control Transparency
The supplier should be able to describe substrate preparation, coating process, thermal treatment, inspection steps, and packing control.
Testing & Documentation Support
Look for support with XRF, coating inspection, adhesion review, electrochemical testing, accelerated life testing, material documents, traceability, and export records when required.
Engineering Communication
The supplier should ask for application, electrolyte, current density, voltage, temperature, pH, active area, connection method, and drawings before recommending an anode.
Lifecycle Value, Not Only Unit Price
Low initial price may lead to shorter life, higher voltage, unstable output, more replacement downtime, and higher total cost. Compare coating quality, service life, documentation, and technical support.
Export and Project Support
For international projects, the supplier should support packing, labeling, shipping documents, technical communication, and repeat-order consistency.