- Home
- About
-
Titanium Products
-
Titanium Anodes
-
PEM Electrolyzer
- PEM Electrolyzer
- PEM Electrolyzer Systems S-Series Compact PEM Electrolyzer H-Series Mid-Range PEM Electrolyzer C-Series Industrial PEM Electrolyzer M-Series High-Capacity PEM Electrolyzer Containerized PEM Electrolyzer
- PEM Stack
- Hydrogen Generator
- PEM Test Platform
- PEM Simple Test Rack
- PEM Electrolysis Demo System
- Fuel Cell Demo System
- Solar Hydrogen Demo Kit
- Support
- Contact

Titanium Anodes for Chlor-Alkali Electrolysis Systems
Engineered for chlorine evolution, brine electrolysis, caustic soda production, and membrane cell operation. Hele Titanium provides Ru-Ir MMO coated titanium anodes, titanium mesh anodes, replacement anode assemblies, and project-specific coating solutions for chlor-alkali electrolysis systems.
Industrial Chemical Production
Chlor-alkali electrolysis converts purified brine into chlorine, caustic soda, and hydrogen through controlled electrochemical reactions. In membrane cell systems, anode coating stability, titanium substrate quality, current distribution, and dimensional accuracy directly affect chlorine evolution efficiency and service life.
Hele Titanium supports chlor-alkali projects with Ru-Ir MMO coated titanium anodes, titanium mesh substrates, replacement anode assemblies, and project-ready technical documentation for OEMs, system integrators, and chemical producers.
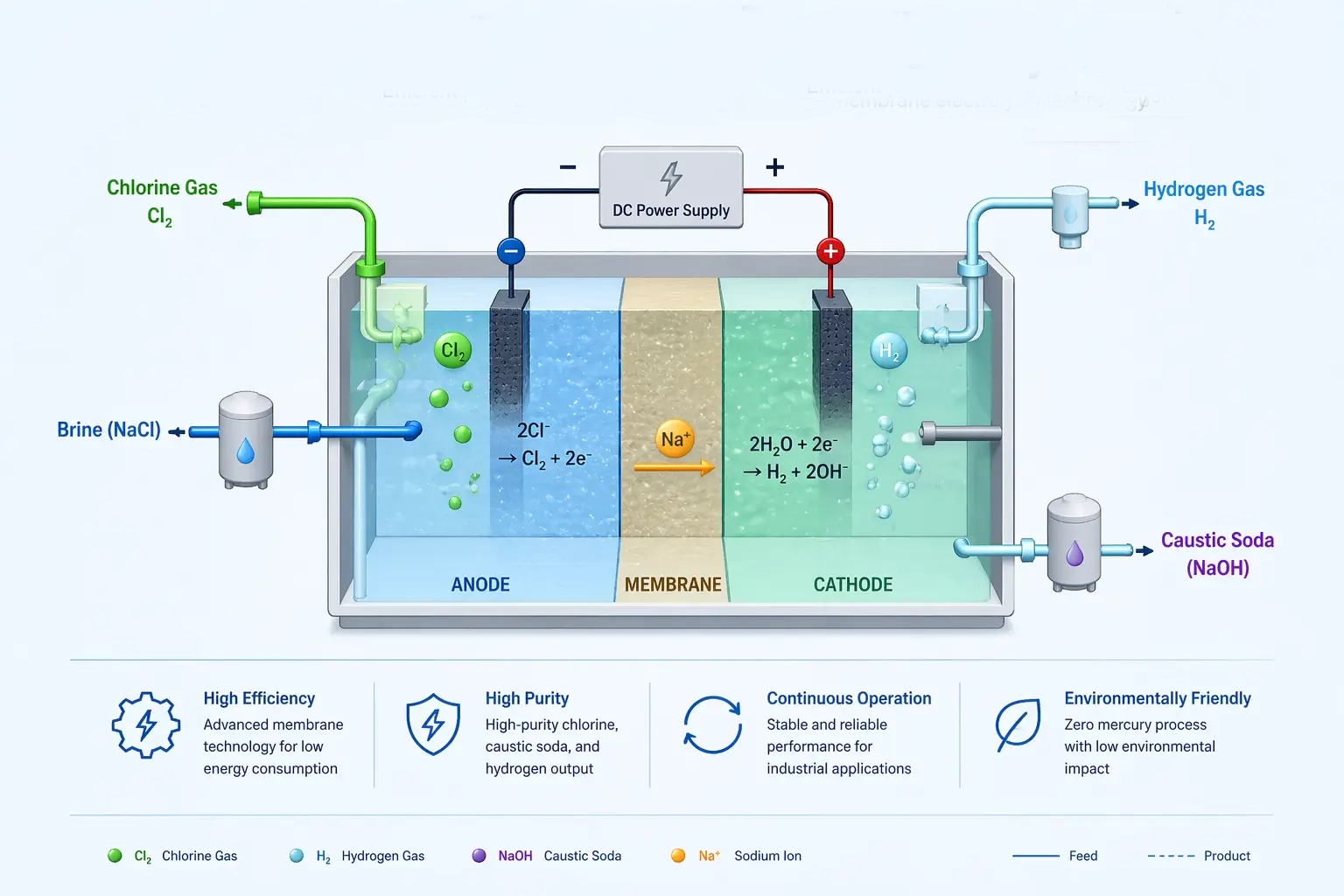
How Chlor-Alkali Electrolysis Works
Chlor-alkali electrolysis separates purified brine into chlorine, caustic soda, and hydrogen through a membrane cell. Ru-Ir MMO coated titanium anodes drive chlorine evolution in the anode chamber, while the membrane helps separate products and control ion transport.
Purified Brine Enters the Anode Chamber
Sodium chloride brine is purified and fed into the anode side of the membrane cell.
Ru-Ir MMO Titanium Anodes Drive Chlorine Evolution
Coated titanium anodes convert chloride ions into chlorine gas under controlled DC current.
Sodium Ions Pass Through the Membrane
The ion-exchange membrane separates the anode and cathode chambers while allowing sodium ion transport.
Caustic Soda and Hydrogen Form at the Cathode
Water reduction produces hydrogen and hydroxide ions, forming sodium hydroxide in the cathode chamber.
Products Are Collected Separately
Chlorine, caustic soda, and hydrogen are collected through separate outlets for downstream use.
Typical Chlor-Alkali Membrane Cell System
Engineered with premium titanium materials and advanced electrochemical anodes, our integrated membrane cell solutions deliver exceptional durability and optimized energy efficiency for demanding industrial applications.
Technical Reaction Notes
Titanium Anode Solutions for Chlor-
Different chlor-alkali systems require different titanium substrate structures, coating chemistries, and replacement assemblies. Hele Titanium provides Ru-Ir MMO coated titanium anodes and custom electrode solutions for chlorine evolution and membrane cell operation.

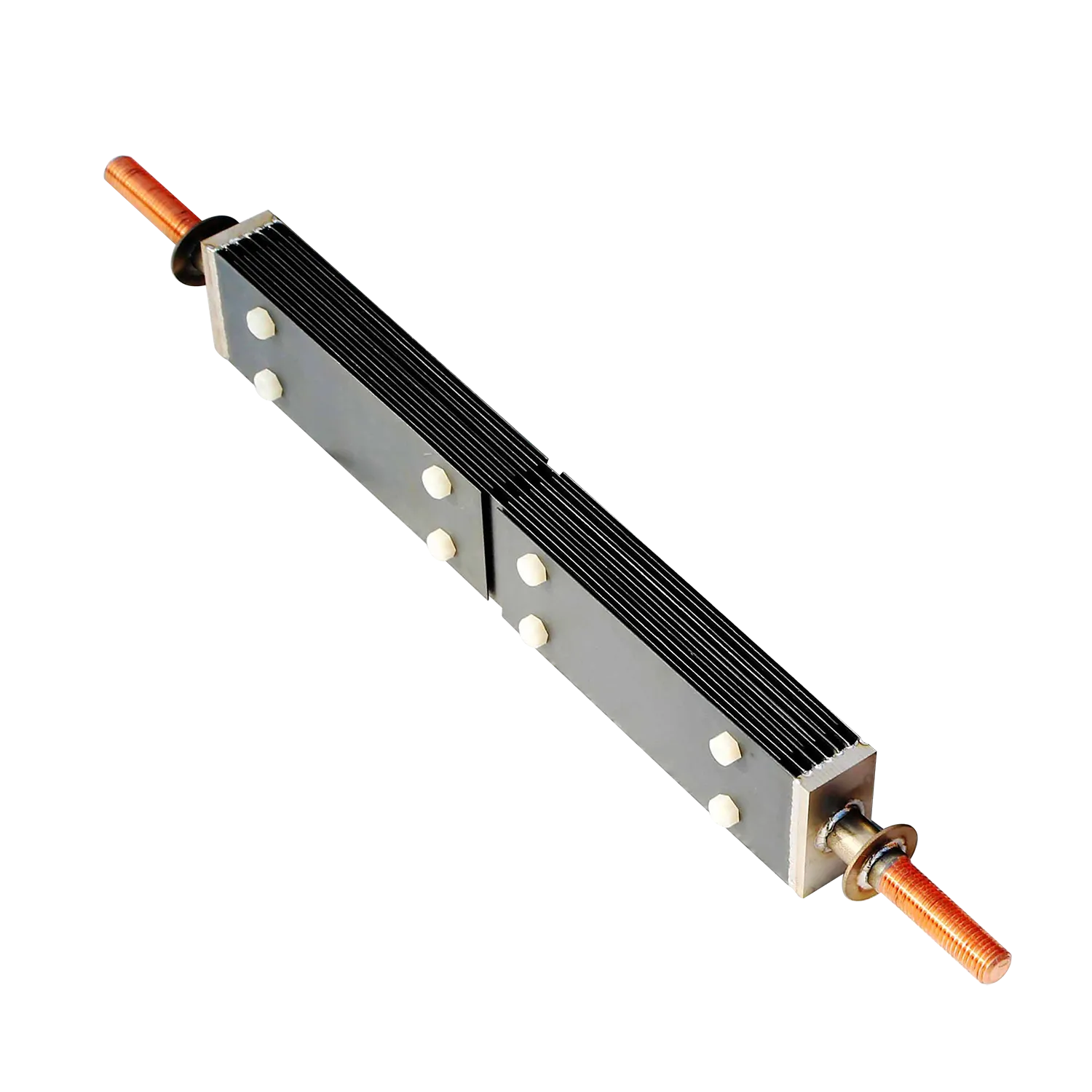
Ru-Ir MMO Titanium Anodes
Chlorine evolution, brine electrolysis, and membrane cell anode operation.
Ru-Ir MMO coatings are commonly used for chlorine evolution applications where coating stability and current efficiency are important.
Ru-Ir MMO anodes, chlor-alkali anodes, coated titanium electrodes

Titanium Mesh / Plate Anodes
Membrane cell electrode structures, replacement anodes, and custom chlorine evolution electrode designs.
Titanium mesh and plate substrates can be customized based on cell geometry, current distribution, and mechanical requirements.
Titanium mesh anodes, plate anodes, custom titanium substrates
Replacement Anode Assemblies
Existing membrane cells, retrofit projects, and scheduled chlor-alkali maintenance programs.
Replacement anodes should match cell dimensions, connection points, coating requirement, and operating current density.
Replacement anode assemblies, custom coated electrodes, membrane cell anodes

Custom Coating & Recoating
Project-specific chlorine evolution requirements, coating optimization, and anode refurbishment.
Coating chemistry, loading, substrate preparation, and inspection method should be selected based on brine quality.
Custom MMO coatings, recoated titanium anodes, coating inspection reports
Key Challenges in Chlor-Alkali Operations
Chlor-alkali systems require stable chlorine evolution, clean brine conditions, high current efficiency, and long coating life under continuous industrial operation.
Severe Chlorine Corrosion
Chlorine, oxidizing conditions, and hot brine environments can quickly damage unsuitable materials and unstable electrode surfaces.
Corrosion-resistant titanium substrates, Ru-Ir MMO coatings, and custom anode structures for chlorine evolution environments.
High Current Density
Continuous high-current operation can accelerate coating wear, heat generation, and uneven current distribution.
Optimized coating chemistry, titanium mesh geometry, current distribution support, and replacement anode design.
Energy Efficiency Requirements
Poor anode performance can increase cell voltage, energy consumption, and operating cost over long production cycles.
Stable MMO coating selection, controlled substrate preparation, and anode design support for efficient chlorine evolution.
Coating Stability in Continuous Duty
Long operating hours, brine impurities, temperature, and current loading can affect coating life and maintenance frequency.
Project-specific coating selection, coating inspection, traceable production records, and
Industrial Applications
Chlor-alkali electrolysis supports essential chemical production chains where chlorine, caustic soda, and hydrogen are used in industrial manufacturing, water treatment, and energy-related processes.

Chlorine & Caustic Soda Production
Core membrane cell electrolysis for producing chlorine, sodium hydroxide, and hydrogen from purified brine.

PVC & Chemical Intermediates
Chlorine and caustic soda support PVC production, chemical synthesis, and downstream industrial processing.

Water Treatment Chemicals
Chlor-alkali products support sodium hypochlorite, disinfection chemicals, and water treatment chemical supply chains.

Industrial Hydrogen By-Product
Hydrogen generated during chlor-alkali electrolysis can be collected, managed, or integrated into industrial energy use.
Common Chlor-Alkali Engineering Questions
Quick answers to help chemical producers, OEMs, EPC teams, and maintenance engineers prepare a chlor-alkali anode inquiry.
What information is needed for a chlor-alkali anode quotation?
Which MMO coating is suitable for chlorine evolution?
Can Hele Titanium customize replacement anodes for membrane cells?
How does brine quality affect anode life?
Can you provide coating inspection or technical documents?
Can existing titanium anodes be recoated or refurbished?
What We Need for a Chlor-Alkali Anode Review
To recommend the right Ru-Ir MMO coating, titanium substrate structure, and replacement anode configuration, please share as much project information as possible.
Cell Type / System Type
Membrane cell, replacement anode, new electrolysis system, retrofit project, or maintenance program.
Anode Dimensions & Structure
Length, width, thickness, mesh type, plate structure, connection point, mounting method, and drawings if available.
Operating Conditions
Current density, voltage range, operating temperature, brine concentration, caustic concentration, and operating hours.
Brine Quality & Impurities
Salt purity, hardness, calcium / magnesium, iron, suspended solids, and purification condition.
Coating Requirement & Target Service Life
Ru-Ir MMO coating requirement, coating loading if specified, expected service life, and replacement schedule.
Quantity & Replacement Scope
Number of anodes, replacement quantity, spare parts requirement, and delivery schedule.
Documentation Requirements
Datasheets, coating information, inspection records, material records, packing list, certificates, and project-specific QC documents.
Improve the Efficiency of Your Chlor-Alkali Electrolysis Systems
Tell us about your cell type, anode dimensions, current density, brine quality, operating temperature, coating requirement, service life target, and documentation needs. Our engineering team will recommend the right Ru-Ir MMO titanium anode or replacement assembly.
- Factory-Direct Technical Support
- Chlorine Evolution Coating Selection
- Membrane Cell Anode Engineering
- Traceable Quality Documentation
Request an Engineering Quote
Share your drawings, application, material grade, coating requirement, quantity, and delivery target. Our team will review your request within 1 business day.
Email Us
sales@heletitanium.comWhatsApp / Call Us
+86 13857402537Factory & Engineering Center
Titanium Valley, Baoji City, Shaanxi Province, China