
























Choosing the right Electrolytic Scale Remover is essential for protecting cooling towers, heat exchangers, HVAC systems, pipelines, boilers, and industrial water loops from costly scale buildup. This guide helps facility managers, engineers, OEMs, EPC contractors, and procurement teams evaluate water chemistry, flow rate, electrode design, installation options, maintenance, ROI, and supplier reliability.
Before You RFQ Electrolytic Scale Removers, Confirm These 5 Things
- Water analysis: hardness, TDS, conductivity, pH, alkalinity, chloride, silica, and temperature
- System data: flow rate, system volume, pressure, operating temperature, and application type
- Scale-control target: prevention, existing scale reduction, water saving, energy saving, chemical reduction, or OEM integration
- Installation requirements: in-line, side-stream, cooling tower basin, pipeline, skid-mounted, control box location, and cable length
- Documentation needs: drawings, QC report, electrode test data, installation guide, maintenance instructions, or export documents
1. What Is an Electrolytic Scale Remover?
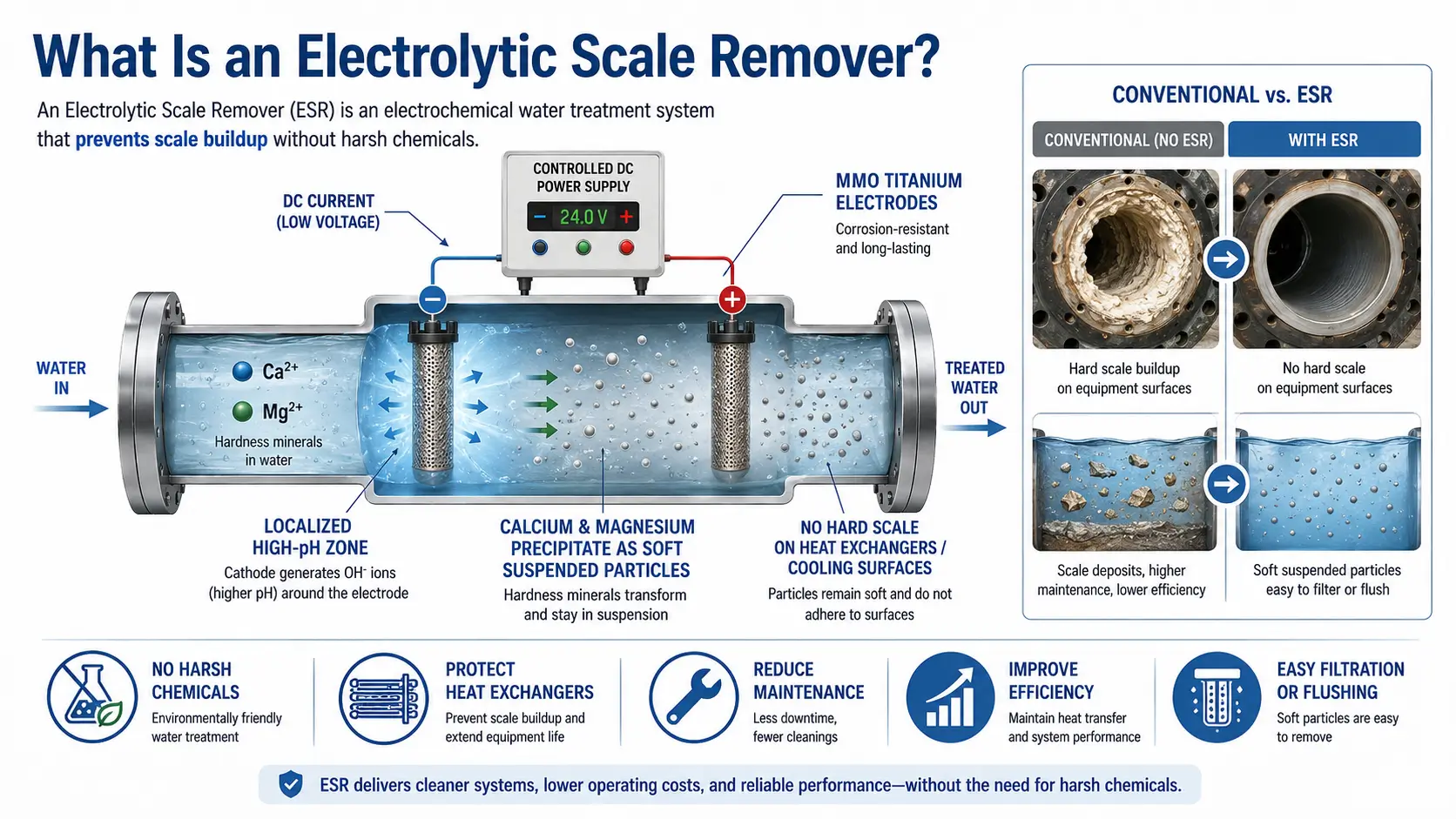
An Electrolytic Scale Remover (ESR) is an advanced electrochemical water treatment system designed to prevent scale buildup without relying on harsh chemicals. It operates by applying a controlled direct current (DC) across specialized Mixed Metal Oxide (MMO) titanium electrode assemblies. This process creates a localized high-pH environment at the cathode surface, which fundamentally alters the precipitation behavior of dissolved minerals like calcium and magnesium. Instead of forming hard, stubborn scale on your critical heat exchangers and cooling tower surfaces, these minerals are forced to precipitate as soft, suspended particles that can be easily filtered or flushed away.
2. Why Scale Is a Hidden Threat to Efficiency
Scale buildup is a silent but devastating efficiency killer in industrial cooling and heating systems. Even a millimeter of scale can drastically impact your bottom line:
- Blocks heat transfer: Hard mineral deposits act as powerful thermal insulators, severely degrading the performance of heat exchangers and forcing your equipment to work much harder.
- Skyrockets energy consumption: As heat transfer efficiency drops, chillers, compressors, and cooling towers must consume significantly more electricity to maintain target operational temperatures.
- Restricts water flow: Mineral accumulation narrows the internal diameter of pipes, leading to increased pressure drops and forcing pumps to waste energy pushing water through restricted pathways.
- Triggers under-deposit corrosion: Scale provides a safe harbor for anaerobic bacteria (like sulfate-reducing bacteria) and localized chemical concentrations, which can rapidly eat through expensive metal infrastructure.
- Drives up maintenance costs: Heavy scale requires frequent, hazardous acid cleaning, leading to costly unplanned shutdowns and shortened equipment lifespans.

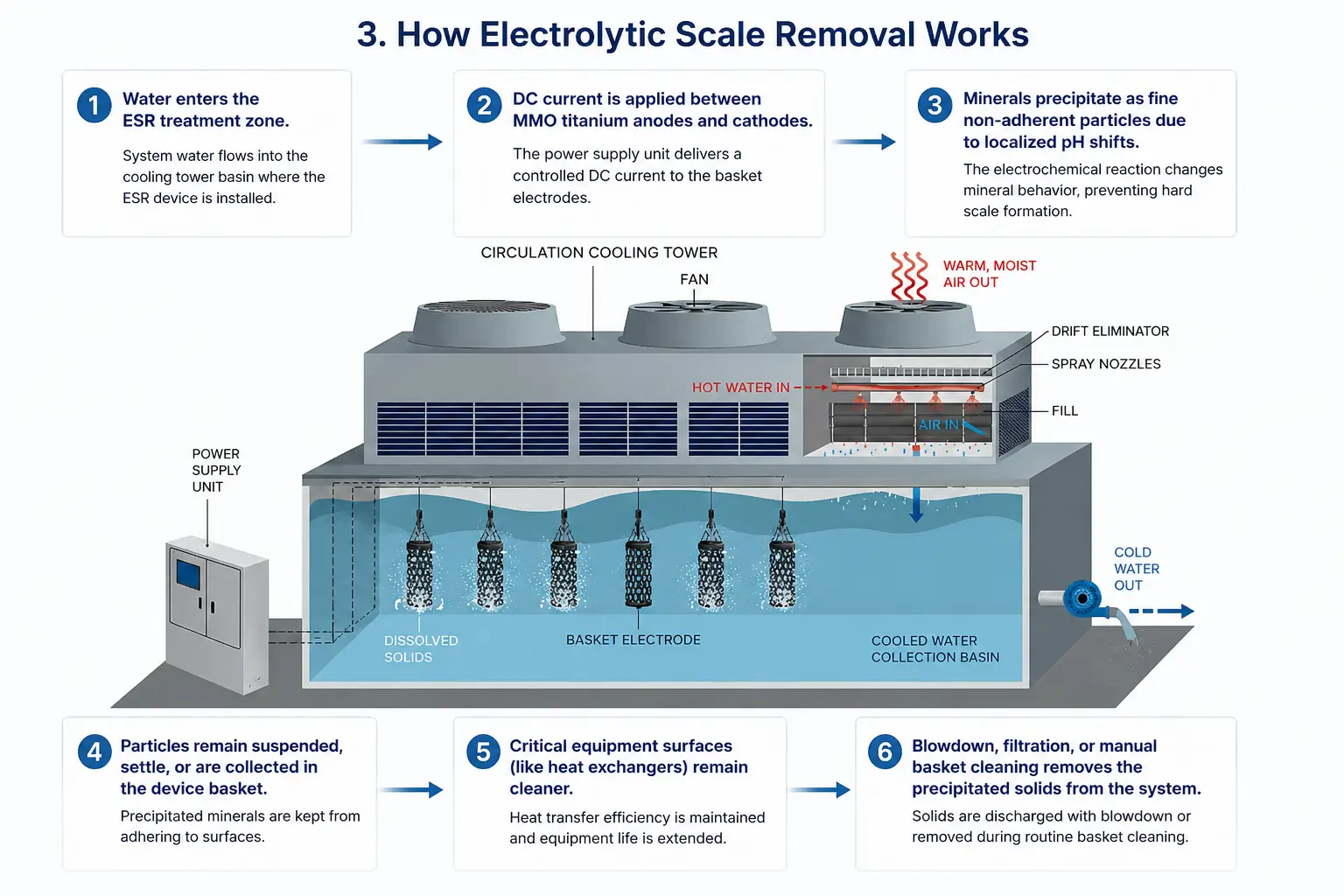
3. How Electrolytic Scale Removal Works
The electrochemical descaling process is continuous, automated, and highly effective:
- Water Entry: Circulating cooling or heating water enters the active treatment zone of the ESR unit.
- Electrolysis Activation: A precise DC current is applied between the MMO titanium anodes and the system's cathodes.
- pH Shift & Precipitation: The electrolysis of water generates hydroxide ions at the cathode, spiking the local pH. This causes dissolved scale-forming minerals to instantly precipitate out of the solution as fine, non-adherent particles.
- Suspension & Collection: These soft particles either remain safely suspended in the water flow, settle in low-velocity zones, or are actively collected within the device's catchment basket.
- Equipment Protection: Because the minerals have already precipitated in the ESR unit, the bulk water becomes less likely to deposit scale on your critical heat transfer surfaces.
- Easy Removal: The precipitated solids are effortlessly removed from the system through routine cooling tower blowdown, automated filtration, or simple manual basket cleaning.
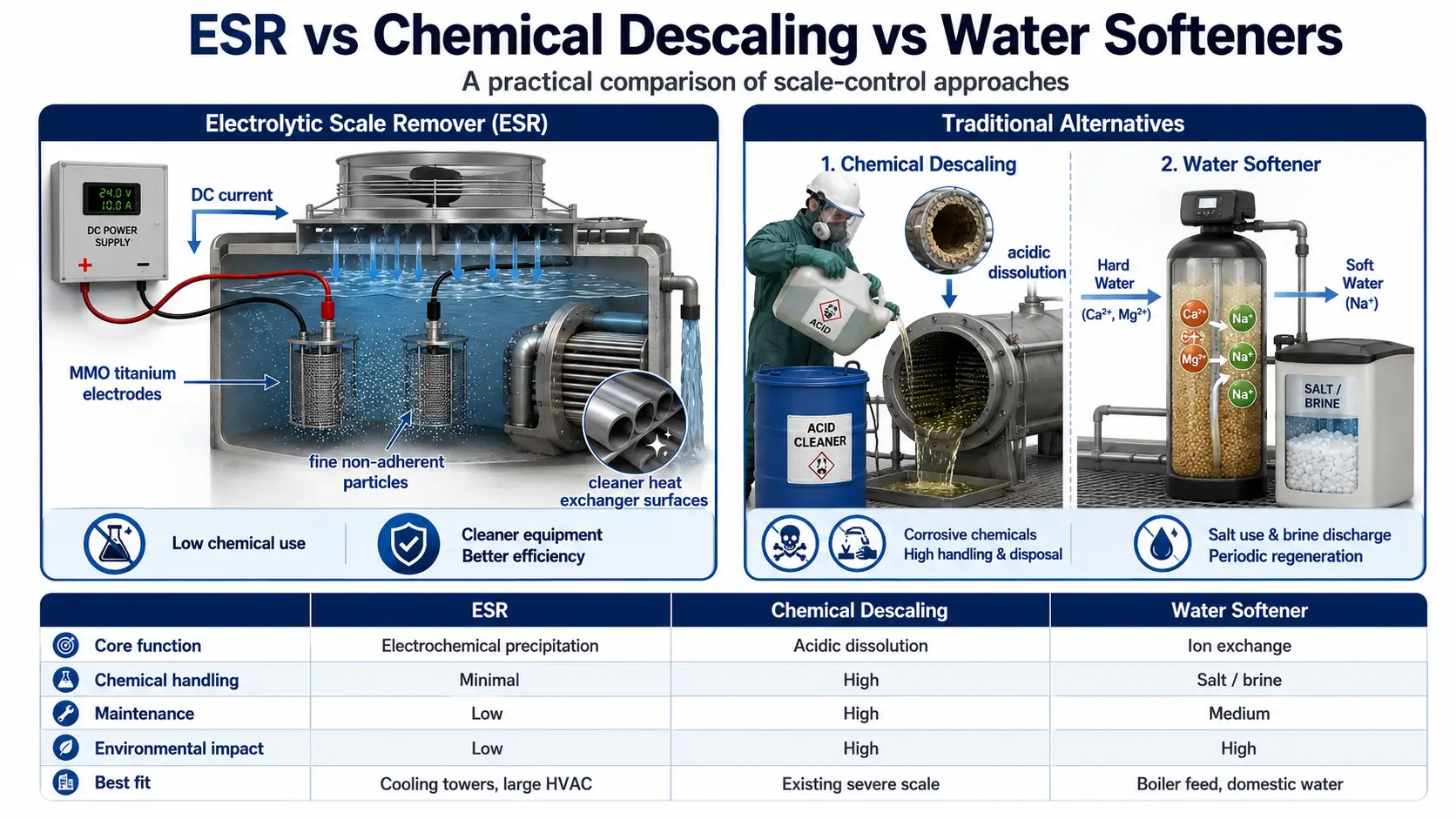
4. ESR vs Chemical Descaling vs Water Softeners
When comparing scale control methods, ESR systems offer a compelling operational advantage over traditional chemical and ion-exchange treatments.
| Feature | Electrolytic Scale Remover | Chemical Descaling | Ion-Exchange Water Softener |
|---|---|---|---|
| Core function | Electrochemical precipitation | Acidic dissolution | Ion exchange (Na+ for Ca2+) |
| Chemical handling | Minimal / None | High (storage, PPE) | Salt / Brine handling |
| Maintenance needs | Low (basket/electrode check) | High (periodic shutdowns) | Medium (salt refill, resin check) |
| Environmental impact | Low | High (chemical waste) | High (brine discharge) |
| Best application fit | Cooling towers, large HVAC | Severe existing scale removal | Boiler feed, domestic water |
5. Key Technical Advantages
An ESR system helps control scaling in a more practical and proactive way. Instead of relying only on traditional chemical dosing, ESR treatment supports cleaner water circulation, better equipment protection, and more stable system operation.
| Advantage | What It Means for Your System | Client Benefit |
|---|---|---|
| Lower Chemical Dependence | ESR can help reduce the need for conventional scale-control chemicals in suitable water systems. | Supports safer, cleaner, and more manageable water treatment. |
| Proactive Scale Prevention | Hardness minerals are treated before they form heavy scale on equipment surfaces. | Helps reduce scaling risk in pipes, heat exchangers, cooling towers, and other key equipment. |
| Non-Corrosive Treatment Principle | ESR works without adding aggressive chemicals that may increase corrosion risk. | Helps protect metal equipment and system components. |
| Reduced Maintenance Intervention | Less scale buildup can reduce the need for frequent cleaning, shutdowns, and manual maintenance. | Helps lower maintenance workload and improve operating continuity. |
| Better Heat Transfer Protection | Cleaner heat-transfer surfaces help cooling towers, heat exchangers, and boilers operate more efficiently. | Supports stable thermal performance and energy efficiency. |
| Water Conservation Support | In cooling tower systems, better scale control can support optimized blowdown management. | Helps reduce unnecessary water discharge and improve water-use efficiency. |
Overall, ESR technology helps clients reduce scaling problems, protect key equipment, and improve daily water system operation with less dependence on traditional chemical treatment.
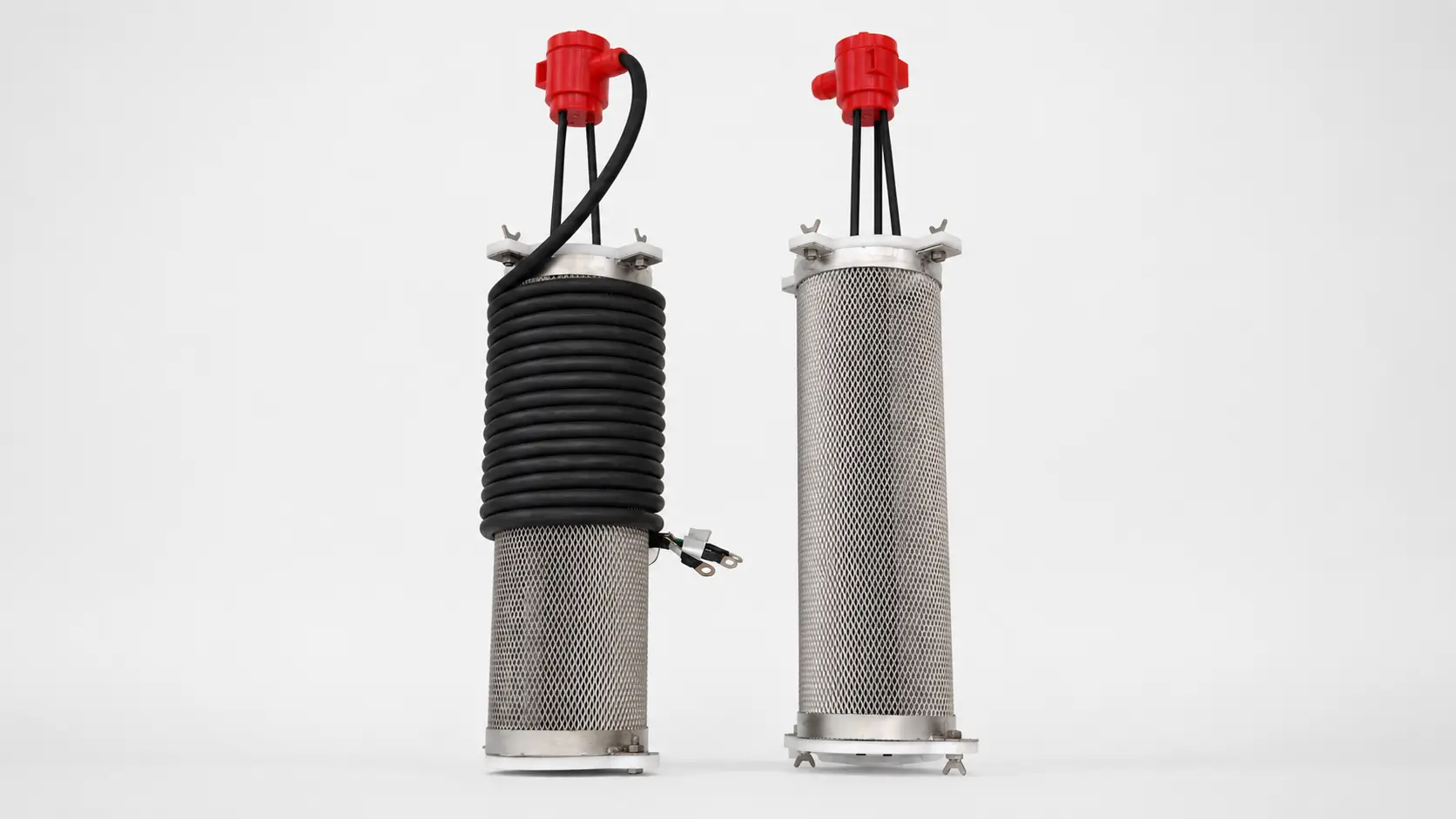
6. Standard ESR Types and Specifications
Hele Titanium manufactures a diverse range of ESR configurations to suit various flow rates, spatial constraints, and industrial applications.
| Model Type | Typical Capacity | Structure | Current / Voltage | Typical Application |
|---|---|---|---|---|
| 30 Plates Type | 120 m³/h | Large plate assembly | 5-10A / 12-36V | Large cooling towers |
| Cylinder Type | 60 m³/h | Compact cylinder | 5-10A / 12-36V | Medium cooling towers |
| Tubular Type | 3-4 m³/h | PVC/Industrial tube | 5-10A / 12-36V | Side-stream, small loops |

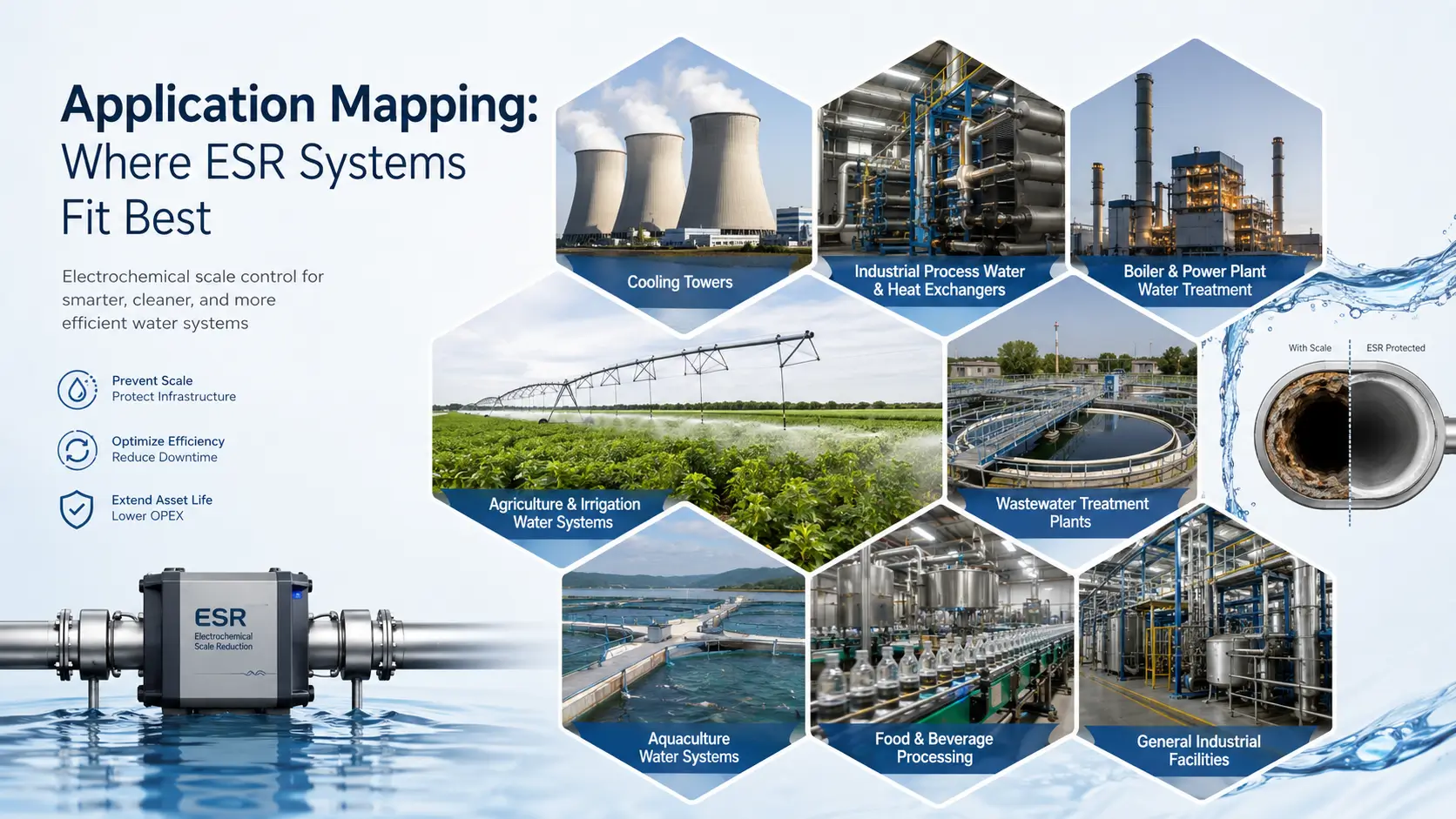
7. Application Mapping: Where ESR Systems Fit Best
Different water systems have different scaling risks, flow conditions, and operating priorities. Choosing the right ESR installation method helps improve system stability, reduce maintenance, and protect key equipment.
| Application | Recommended ESR Configuration | Why It Works | Key Benefit for Clients |
|---|---|---|---|
| Industrial Cooling Towers | Basin-submerged ESR or high-capacity side-stream ESR | Cooling towers handle large water volumes and are highly exposed to scaling, evaporation, and mineral concentration. ESR treatment helps control hardness and reduce scale-forming minerals in the circulating water. | Helps reduce scaling, lower blowdown demand, and improve cooling system reliability. |
| Critical Heat Exchangers | Dedicated side-stream ESR unit | Heat exchangers require clean heat-transfer surfaces to maintain thermal efficiency. A side-stream ESR helps continuously treat circulating water before heavy scale forms on heat-transfer surfaces. | Helps maintain heat transfer efficiency and reduce cleaning frequency. |
| Boiler Feedwater Pretreatment | ESR used before boiler inlet or upstream of final treatment | Boiler systems are sensitive to hardness because scale forms faster at high temperatures. ESR can help remove hardness minerals before water enters high-temperature boiler conditions. | Helps reduce scaling risk and supports more stable boiler operation. |
| Agriculture & Irrigation Systems | Inline pipeline ESR unit | Irrigation systems often suffer from mineral buildup that blocks drip emitters, nozzles, and small water channels. Inline ESR treatment helps reduce scaling before water reaches sensitive distribution points. | Helps reduce clogging, protect drip irrigation systems, and improve water distribution consistency. |
In short, ESR systems should be selected based on the water volume, installation space, scaling risk, and the equipment that needs protection. For large systems, side-stream or basin-submerged designs are often more suitable. For pipelines and irrigation systems, inline ESR units are usually easier to install and maintain.
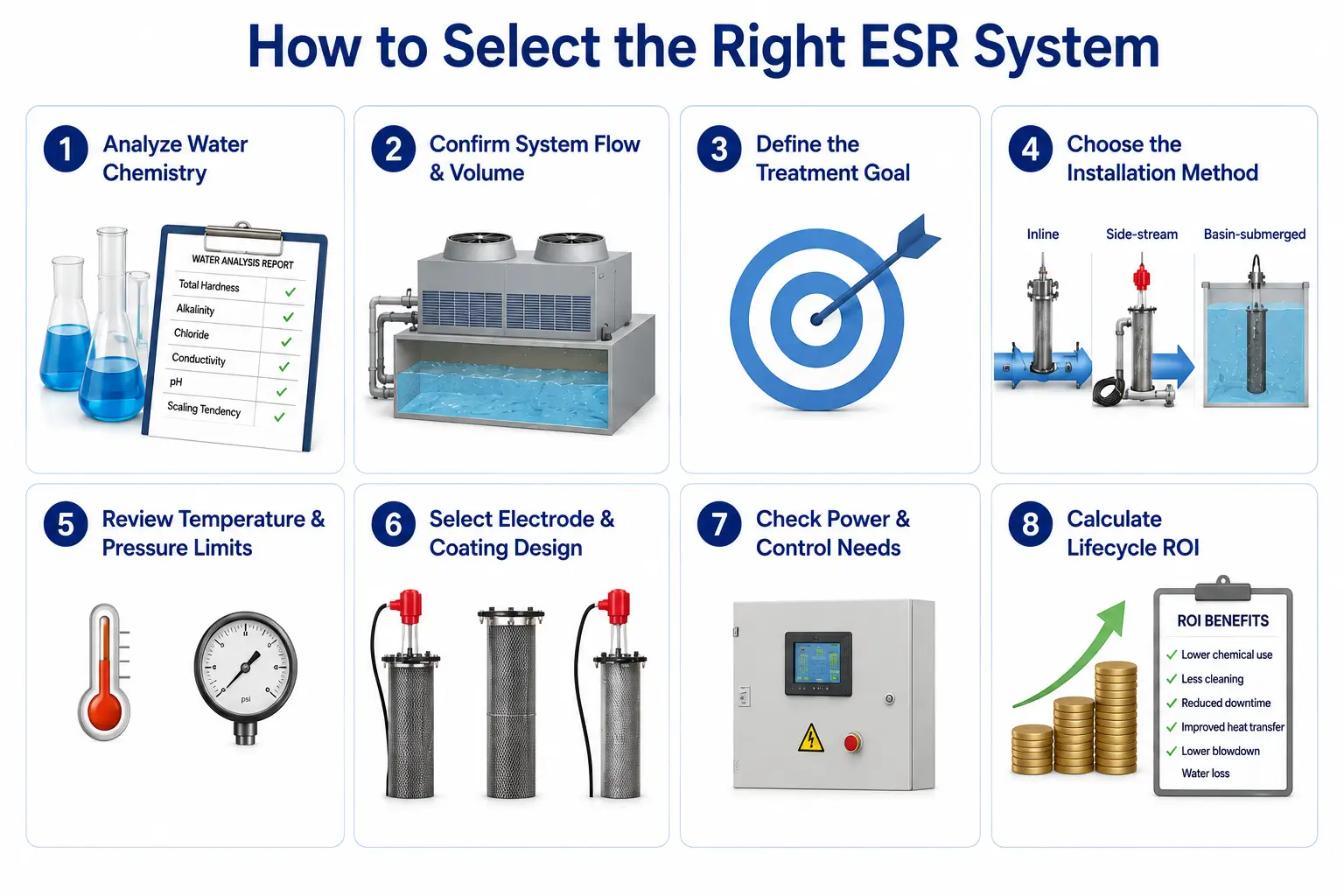
8. How to Select the Right ESR System
Choosing the right ESR system is not only about pipe size or water flow. The system should be selected based on water chemistry, scaling risk, flow rate, system volume, installation space, operating conditions, electrode design, and expected return on investment.
| Selection Step | What to Check | Why It Matters |
|---|---|---|
| 1. Analyze Water Chemistry | Review a recent water analysis, including total hardness, alkalinity, chloride level, conductivity, pH, and scaling tendency. | Water chemistry helps determine the scaling risk and the most suitable electrode and coating design. |
| 2. Confirm System Flow & Volume | Check the circulating flow rate, system volume, basin size, and water turnover rate. | These values help determine ESR system size, treatment capacity, and installation method. |
| 3. Define the Treatment Goal | Confirm whether the goal is scale prevention, scale reduction, chemical reduction, blowdown optimization, or equipment protection. | Different goals may require different ESR configurations and operating strategies. |
| 4. Choose the Installation Method | Decide whether the system should be installed inline, in a side-stream loop, or directly inside a basin. | The right installation method improves treatment contact time, maintenance access, and system performance. |
| 5. Review Temperature & Pressure Limits | Check maximum water temperature, operating pressure, and site conditions. | This helps ensure the ESR unit and components are suitable for the actual operating environment. |
| 6. Select Electrode & Coating Design | Review electrode geometry and MMO coating selection based on chloride level, water chemistry, and electrochemical reaction needs. | The anode design affects system stability, service life, and treatment performance. |
| 7. Check Power & Control Needs | Confirm available power supply, control panel requirements, monitoring needs, and possible BMS / SCADA integration. | Proper power and control matching supports safe operation and easier system management. |
| 8. Calculate Lifecycle ROI | Compare equipment cost with expected savings from lower chemical use, less cleaning, reduced downtime, improved heat transfer, and lower blowdown water loss. | A lifecycle view helps buyers understand the long-term value, not just the initial purchase price. |
A well-selected ESR system should match the water chemistry, system size, installation layout, operating limits, and treatment objective. For accurate selection, buyers should provide a recent water report, flow rate, system volume, installation photos, operating temperature, pressure, and current water treatment method.
9. Anode Technology and Quality Benchmarks
The anode is the core working part of an ESR system. Its material, coating, and testing quality directly affect system stability, scale-control performance, and service life.
A reliable ESR anode should be designed according to the water chemistry, chloride level, operating current, and treatment target. For most systems, Grade 1 titanium is commonly used as the base material because it provides good corrosion resistance and stable conductivity support. The MMO coating should also be selected carefully. In low-chloride or oxygen-evolution conditions, the coating requirement may be different from systems with higher chloride levels, where chlorine-evolution resistance may need to be reviewed.
To help buyers judge anode quality, the following benchmarks are important:
| Quality Point | What It Means | Why It Matters |
|---|---|---|
| Titanium Substrate | Use suitable titanium material, such as Grade 1 titanium, according to system requirements. | Supports corrosion resistance and stable anode operation. |
| MMO Coating Selection | Select the coating formulation based on water chemistry, chloride level, and electrochemical reaction type. | Helps match the anode to the real operating environment. |
| Coating Thickness Verification | XRF testing can be used to check coating thickness or coating loading when required. | Helps confirm coating consistency and project traceability. |
| Coating Adhesion Review | Adhesion testing or surface review helps check whether the coating is properly bonded to the titanium surface. | Reduces the risk of premature coating failure. |
| Accelerated Life Testing | ALT testing can be used to evaluate coating durability under controlled test conditions. | Provides a useful reference for long-term anode reliability. |
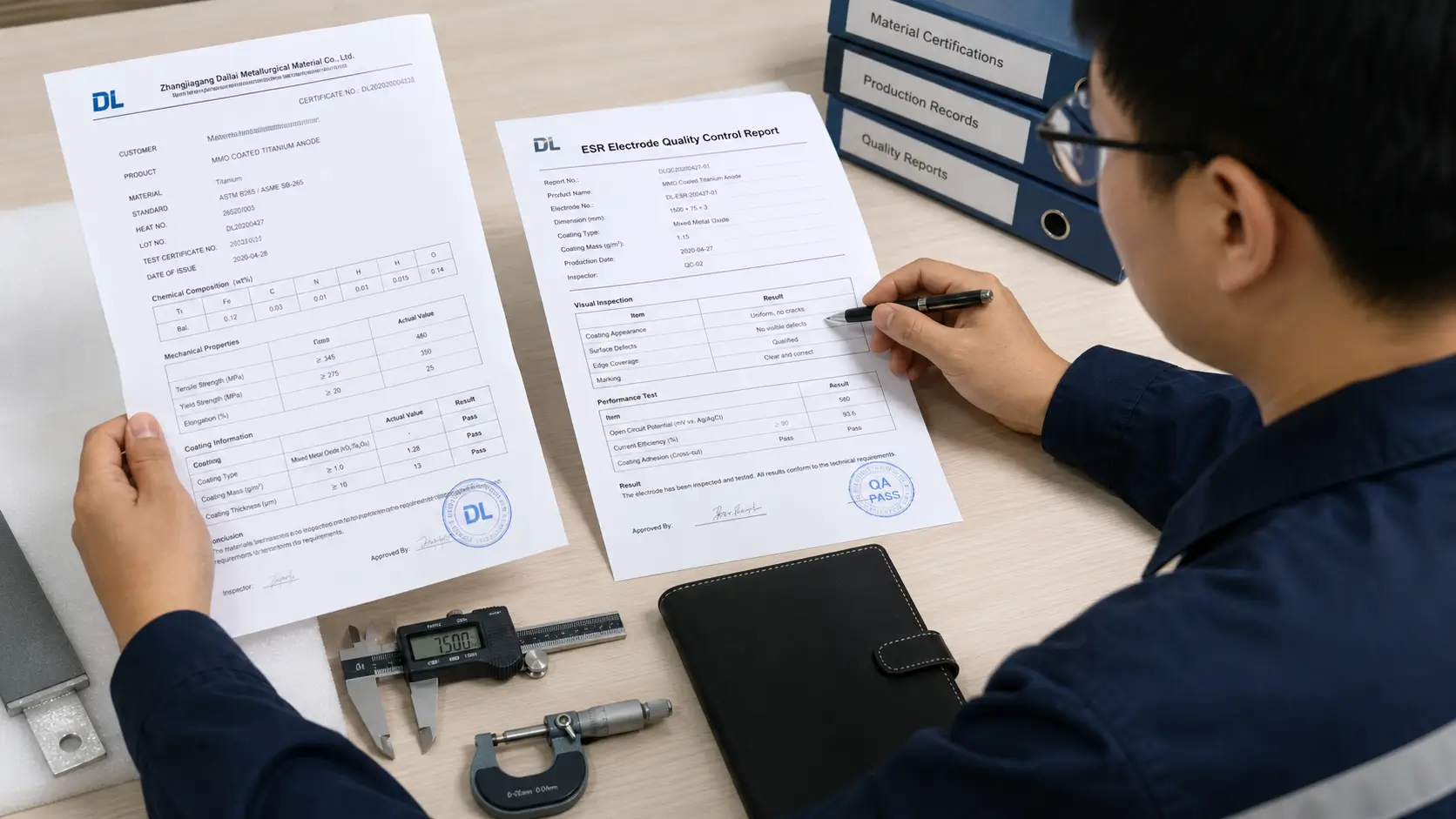
| Documentation Support | Coating records, inspection notes, XRF reports, ALT records, and material documents can be provided when required. | Helps buyers review quality before shipment and support project documentation. |
In short, a good ESR anode is not only a titanium part with coating. It should be engineered and verified based on water chemistry, operating conditions, coating selection, and quality documentation.

10. Installation and Routine Maintenance
Correct installation and simple routine checks help an ESR system operate more reliably. The system should be installed at the right treatment point, such as a side-stream loop, basin area, or inline pipeline, depending on the application and water flow design.
| Maintenance Point | What to Do | Why It Matters |
|---|---|---|
| Choose the Right Installation Location | Install the ESR unit where it can treat the correct water flow, such as a side-stream loop, basin location, or inline pipeline. | Helps ensure the treated water reaches the equipment that needs scale protection. |
| Keep Electrodes Submerged | For basin-installed electrode assemblies, keep the electrodes fully submerged during operation. | Prevents dry operation and helps maintain stable electrochemical performance. |
| Protect Electrical Connections | Keep wiring terminals, cable joints, and control connections dry and secure. | Reduces electrical faults and improves system safety. |
| Minimize Cable Length | Keep cable runs as short and direct as practical. | Helps reduce electrical loss and supports stable current delivery. |
| Monitor Voltage and Current | Check operating voltage and current regularly. A sudden change may indicate fouling, poor contact, or changes in water conditions. | Helps detect problems early before system performance is affected. |
| Inspect the Scale Collection Basket | Check and clean the scale collection basket according to the actual scale load. | Prevents blockage and keeps the system working efficiently. |
| Clean Electrodes Only When Needed | Clean the electrodes when visible fouling appears or when electrical resistance changes indicate buildup. | Avoids unnecessary cleaning while keeping electrode performance stable. |
In short, ESR maintenance is mainly about correct installation, stable electrical connection, regular operating checks, and timely cleaning when scale or fouling is observed. The exact maintenance schedule should be adjusted according to water quality, system load, and operating conditions.

11. Safety Procedure for Electrode Cleaning
Electrode cleaning should only be done when necessary, such as when visible fouling, scale buildup, or abnormal electrical resistance indicates that cleaning is required. Because acid cleaning involves chemical handling, it must be carried out carefully and only by trained personnel.
| Safety Step | What to Do | Why It Matters |
|---|---|---|
| Disconnect Power First | Turn off and isolate all power before removing or cleaning the electrode assembly. | Prevents electric shock and protects the ESR control system. |
| Use Trained Personnel Only | Electrode cleaning should be performed by trained maintenance staff familiar with electrical and chemical safety procedures. | Reduces the risk of injury, equipment damage, or improper cleaning. |
| Wear Proper PPE | Use chemical-resistant gloves, goggles or face shield, protective clothing, and other required safety equipment. | Protects operators from acid splashes and chemical exposure. |
| Follow Approved Cleaning Procedures | Use the cleaning method, acid type, concentration, and immersion time recommended for the specific electrode and system. | Prevents damage to the electrode coating, titanium substrate, and seals. |
| Avoid Over-Cleaning | Do not use excessive acid strength or leave electrodes in the cleaning solution longer than necessary. | Helps protect coating integrity and extend electrode service life. |
| Rinse Thoroughly After Cleaning | Rinse the electrode assembly with clean water after acid cleaning before reinstalling it. | Removes residual acid and reduces the risk of corrosion or contamination. |
| Inspect Before Reinstallation | Check the electrode surface, cable connection, seals, and mounting parts before putting the system back into operation. | Helps confirm the assembly is safe and ready for use. |
| Dispose of Waste Properly | Neutralize, collect, and dispose of used cleaning solution according to local environmental and safety regulations. | Supports safe operation and legal waste handling. |
In short, electrode cleaning should be treated as a controlled maintenance procedure, not a routine quick wash. Always disconnect power, use trained personnel, wear proper PPE, follow approved chemical procedures, and avoid aggressive cleaning that may damage the electrode coating.

12. ROI and Energy Saving Considerations
An Electrolytic Scale Remover is not just a maintenance tool; it is a capital investment with a highly attractive payback period. When calculating your Return on Investment (ROI), factor in the complete elimination or significant reduction of monthly antiscalant chemical purchases. Add the labor savings from avoiding hazardous acid washes and the financial benefit of zero unplanned downtime. Most importantly, quantify the energy savings: clean heat exchangers mean chillers draw significantly less power, and optimized blowdown cycles save massive volumes of expensive municipal water and sewage fees. These compounding savings typically offset the initial capital and minimal electrical running costs of the ESR within 12 to 18 months.
13. Supplier Evaluation Checklist
Partnering with the right manufacturer is just as important as the technology itself. Use this checklist to vet potential ESR suppliers:
- Engineering Support: Can their technical team accurately interpret your complex water analysis reports?
- Custom Sizing: Do they provide bespoke system sizing recommendations based on your specific flow rates and hardness levels, rather than just selling off-the-shelf units?
- In-House Manufacturing: Do they actually manufacture the core MMO titanium electrodes in-house, ensuring strict quality control?
- Transparency: Can they provide verifiable XRF coating data and adhesion test reports for their anodes?
- Customization: Are they capable of customizing electrode geometry, footprint, and control box interfaces to fit your facility?
- B2B Capabilities: Can they support OEM integration, white-labeling, or modular designs for system integrators?
- Global Logistics: Do they have a proven track record of providing robust export packaging, global shipping, and comprehensive customs documentation?
14. Summary & RFQ Guidance
An Electrolytic Scale Remover is a practical, sustainable choice for long-term scale prevention, lower chemical dependency, reduced maintenance, and improved heat transfer when properly sized and maintained. Gather your water data and system specs before requesting a quote to ensure an accurate engineering proposal.
Ready to Specify the Right Electrolytic Scale Remover?
Hele Titanium provides custom Electrolytic Scale Remover systems backed by water chemistry review, MMO titanium electrode manufacturing, system sizing support, quality testing, and factory-direct project service.