





















The Ultimate Guide to Titanium Foil
Titanium foil is not just thin metal. It is a precision-engineered material used when light weight, corrosion resistance, mechanical flexibility, or surface integrity are critical. This guide explains how thickness, tolerance, surface quality, grade selection, and coil handling determine foil performance across medical, aerospace, electronics, battery, and chemical applications.
Before You Specify Titanium Foil
Confirm These 3 Things:
1. What is Titanium Foil?
Titanium foil is a precision rolled material category rather than simply thin sheet. While standard sheets are used for structural fabrication, foil is engineered for flexibility, surface integrity, and extreme thickness control. Its unique micro-structure allows it to be deep-drawn for speaker domes, etched for micro-electronics, or wrapped as aerospace insulation without cracking.
2. Standard vs. Precision Tolerances
In foil production, standard ASTM tolerances are often too wide for automated stamping or battery winding. Precision rolling ensures the coil tension remains consistent during your downstream manufacturing.
| Thickness Range | ASTM Standard Tolerance | Hele Precision Tolerance |
|---|---|---|
| 0.01 – 0.03 mm | ± 10% | ± 2–5% (± 1µm) |
| 0.03 – 0.10 mm | ± 10% | ± 5% |
| 0.10 – 0.30 mm | ± 0.015 mm | ± 0.008 mm |
Note: Precision rolling is mandatory for electronics and aerospace to prevent uneven heat distribution or electrical resistance variations.
3. Surface Quality & Finish
Pinholes, scratches, and oil residue are major failure risks. A pinhole in a medical barrier foil breaches sterility; rolling oil on a battery foil prevents coating adhesion. Choose your finish based on the downstream process.
| Surface Finish | Visual Characteristic | Best For (Downstream Process) |
|---|---|---|
| Bright | Highly reflective, ultra-smooth | Conductivity, Electronics, Battery |
| Matte | Micro-roughened for mechanical keying | Bonding, Lamination, Adhesion |
| Degreased | Zero rolling lubricants or residue | Medical, Coating, Cleanroom Assembly |
Engineering Note: Barrier foil applications fail when surface integrity is treated as secondary to thickness. Always specify light-table inspection for ultra-thin gauges.
4. Foil vs. Strip vs. Sheet vs. Plate
Understanding where foil ends and strip begins is critical for sourcing the right mill format.
Foil
Precision Coils / Spools
- Acoustics
- Batteries
- Medical Barriers
Strip
Master Coils / Slit Coils
- Stamping
- Gaskets
- Heat Exchangers
Sheet
Flat Cut Sheets
- Aerospace Skins
- Chemical Tanks
- Fabrication
Plate
Heavy Flat Plates
- Structural Machining
- Flanges
- Heavy Industry
5. Grade Selection Matrix
Grade selection dictates the foil's behavior during deep drawing, its springback after stamping, and its biocompatibility.
| Titanium Grade | Key Characteristic | Primary Foil Applications |
|---|---|---|
| Grade 1 Ultra-Soft CP | Highest ductility. Essential for complex cold forming without cracking. | Deep draw / soft forming |
| Grade 2 Standard CP | The industry workhorse. Balanced strength & excellent corrosion resistance. | General industrial foil |
| Grade 5 Ti-6Al-4V | High strength-to-weight ratio. Difficult to cold form. | High strength / aerospace |
| Grade 23 Ti-6Al-4V ELI | Extra Low Interstitial. High purity alloy. | Implant / medical use |
6. The Manufacturing Process
- 1 Vacuum Melting Ensures raw titanium ingot is free from atmospheric contamination.
- 2 Hot Rolling Breaks down the ingot into manageable coil stock.
- 3 Precision Cold Rolling Multi-pass rolling using 20-high mills to achieve micron-level thickness without tearing.
- 4 Vacuum Annealing Relieves internal stresses built up during cold rolling, restoring ductility without oxidizing the surface.
7. Coil Specifications: Core IDs & Winding
For automated stamping or battery winding lines, the physical format of the coil is as important as the foil itself.
- Core IDs: Standard inner diameters are typically 300mm, 400mm, or 500mm, but custom IDs are available to match your unwinding equipment.
- Core Materials: Paper, plastic, or steel cores depending on coil weight and cleanroom requirements.
- Telescoping-Free Winding: Precision tension control during final slitting prevents the coil layers from shifting (telescoping), ensuring smooth automated feeding.
8. Thickness by Application
Match your industry requirements with the optimal thickness range using this decision matrix:
| Application | Optimal Thickness Range | Typical Use Case |
|---|---|---|
|
|
0.01 – 0.03 mm | High-end speakers |
|
|
0.02 – 0.10 mm | Current collectors |
|
|
0.03 – 0.20 mm | Implant packaging |
|
|
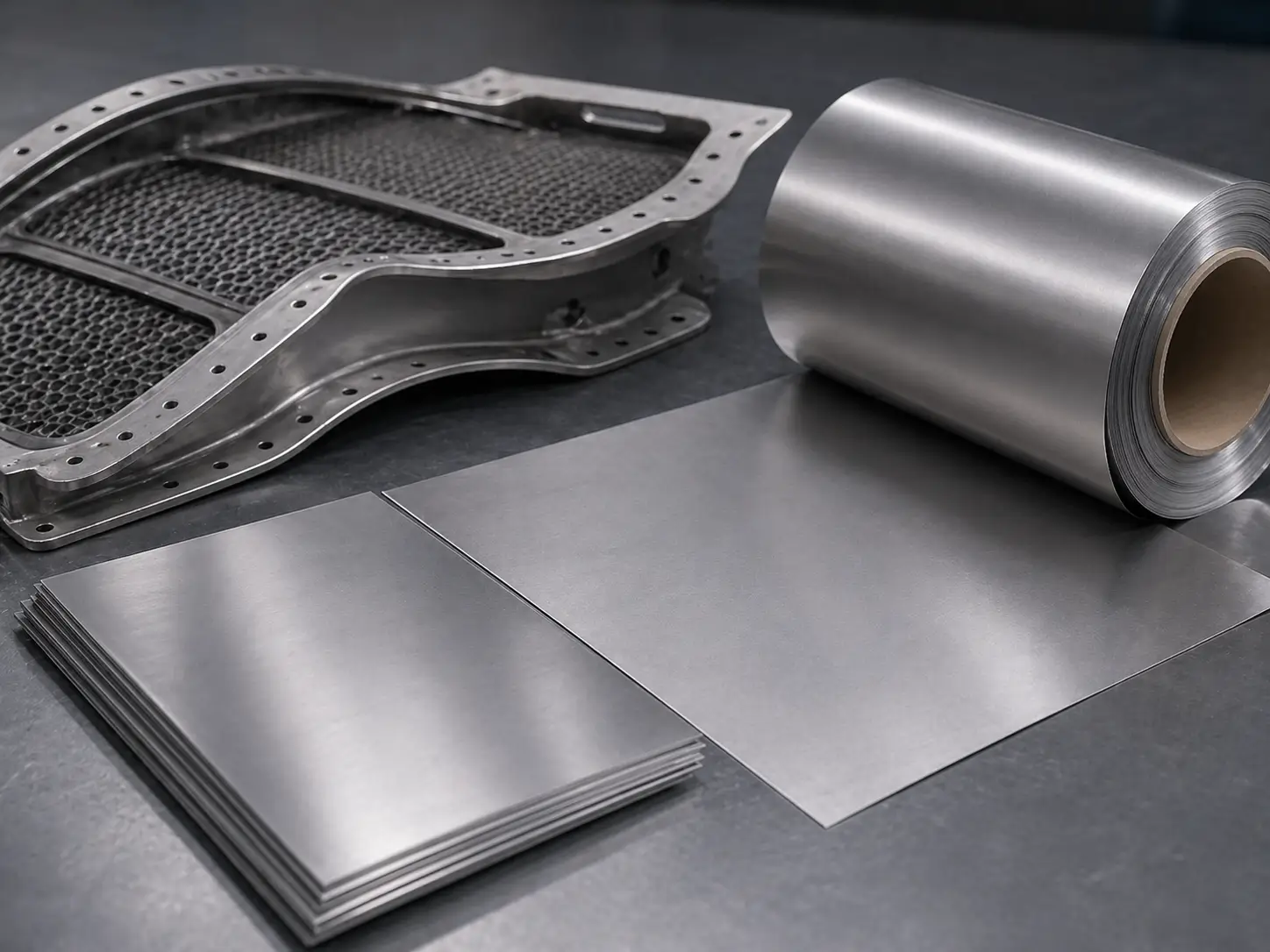
0.05 – 0.30 mm | Heat shields / honeycomb |
9. Handling & Storage
Foil Handling Checklist
- Wear clean, lint-free gloves to prevent fingerprint oils from etching the surface.
- Avoid creasing; ultra-thin foil cannot be "flattened out" once kinked.
- Keep in original vacuum packaging until ready for use.
- Protect edges; edge damage causes tears during unwinding.
- Store in a climate-controlled environment to avoid dust and condensation.
10. Cost Insights: The Thinness Premium
Why does ultra-thin foil cost significantly more per kilogram than standard sheet? The cost is driven by processing time, not raw material mass:
- Additional micro-rolling passes required
- More intermediate vacuum annealing cycles to prevent hardening
- Higher edge trimming and yield loss
- Greater inspection time and specialized packaging requirements
Ready to Secure Your Precision Foil Supply?
Whether for medical barriers, aerospace heat shields, battery collectors, or high-end acoustic components, success depends on matching thickness, surface condition, grade, and packaging format to the real application. Hele Titanium provides the factory-direct precision, rolling control, and quality documentation you need to source with confidence.
Direct Contact: sales@heletitanium.com