

































Guía definitiva del alambre de titanio
En industrias donde la precisión y la pureza son esenciales, el alambre de titanio es un componente fundamental aunque poco visible. Desde filamentos médicos microscópicos y ánodos electroquímicos avanzados hasta robustas varillas de soldadura para estructuras aeroespaciales, el alambre de titanio ofrece rendimiento donde otros materiales fallan. Para los equipos de compras y los ingenieros, especificar correctamente los parámetros del alambre es crucial para evitar costosos tiempos de inactividad y garantizar la integridad estructural en entornos críticos. Esta guía proporciona el marco técnico necesario para especificar el alambre adecuado para aplicaciones empresariales de alta exigencia.
Antes de especificar alambre de titanio, confirme estos 3 aspectos
- Formato y precisión: ¿Diámetro requerido, tolerancia (por ejemplo, h8/h9) y formato de bobina o carrete compatibles con su maquinaria?
- Especificaciones del material: ¿Grado requerido, acabado superficial (decapado frente a brillante) y proceso posterior (soldadura, tejido, impresión 3D)?
- Necesidades de certificación: ¿Uso industrial estándar o aplicación especializada que requiere trazabilidad completa (AWS, ASTM F136, ISO)?
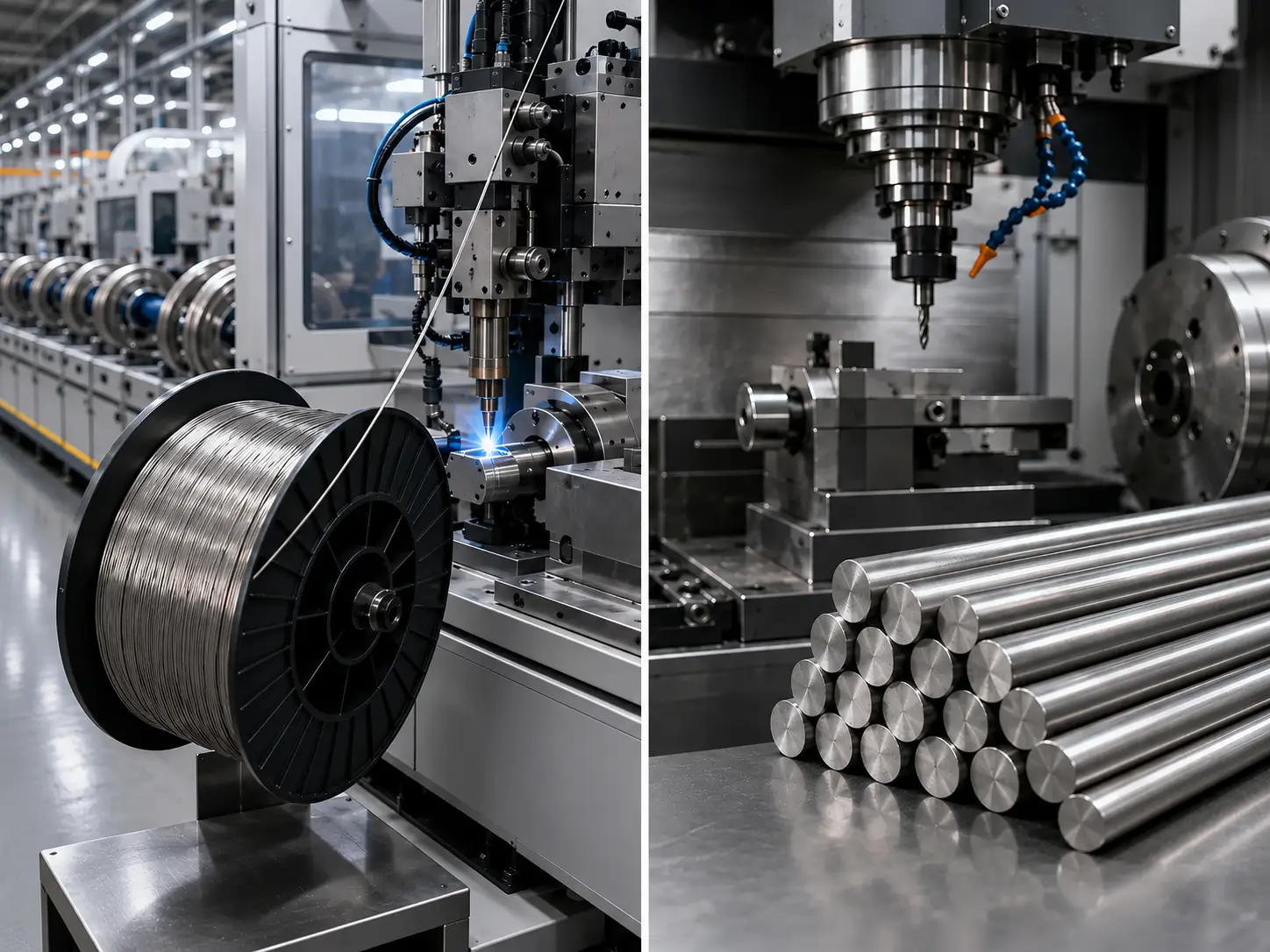
1. Alambre frente a varilla: definición de los límites de producción
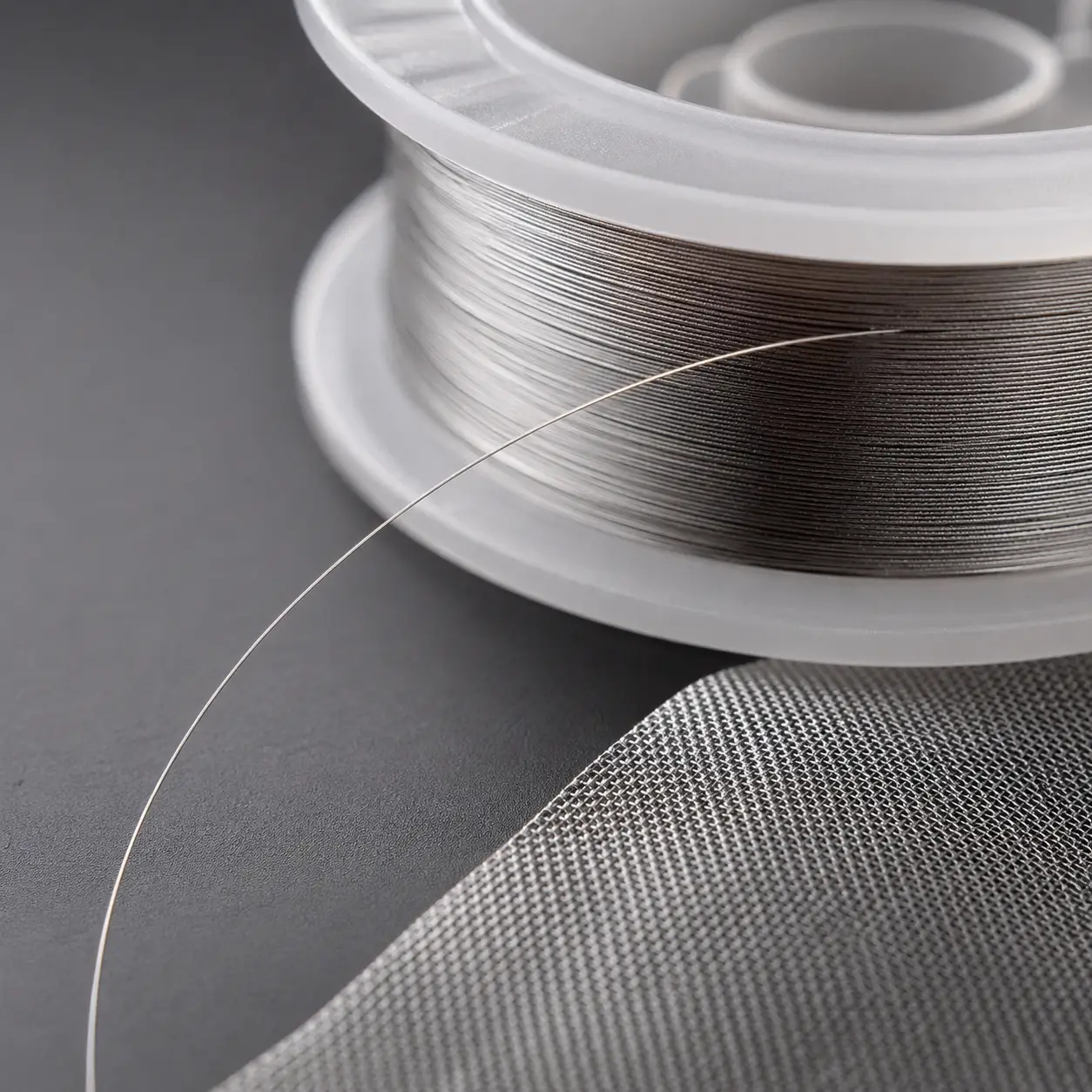
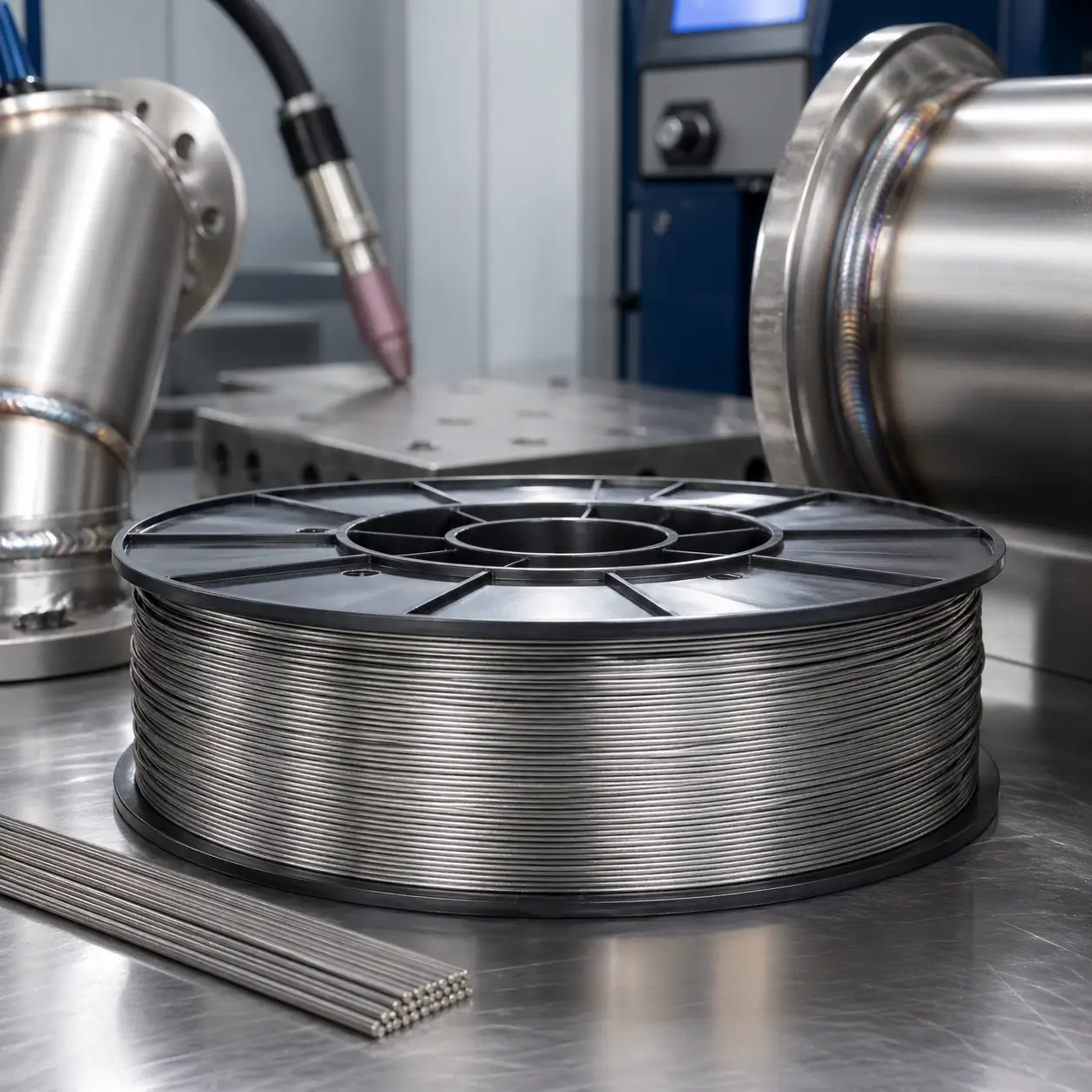
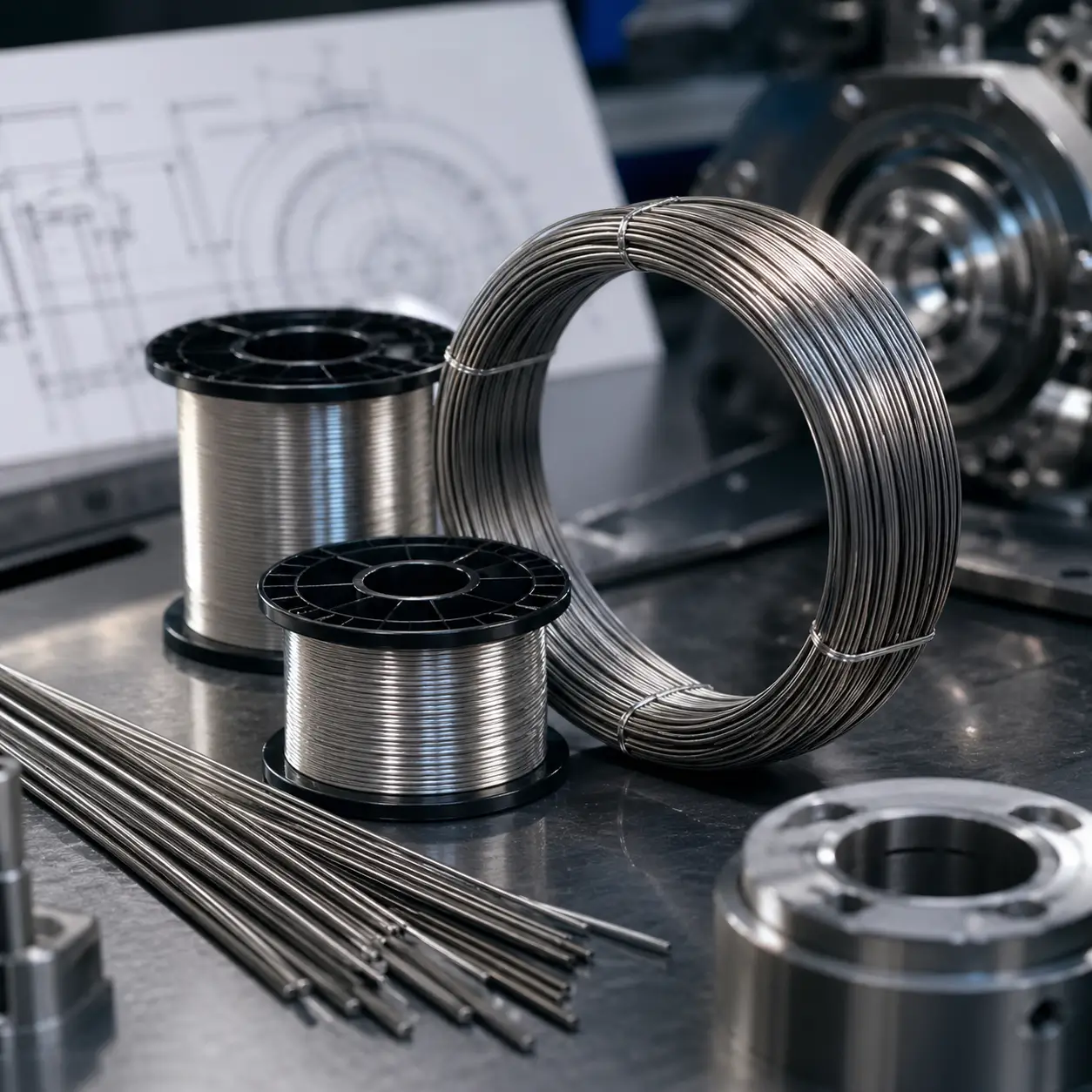
Aunque son químicamente idénticos, el alambre y la varilla de titanio difieren significativamente en formato de entrega, método de producción y compatibilidad con la alimentación automatizada. El alambre suele trefilarse en frío hasta diámetros mucho menores (hasta 0.03mm) y se suministra en carretes o bobinas continuas. Este formato está diseñado específicamente para desenrollado automático, sistemas de soldadura de alimentación continua y mecanizado CNC de alta velocidad. Las varillas, por el contrario, suelen ser más gruesas, se suministran en longitudes rectas y se utilizan en operaciones de mecanizado discretas.
Para los fabricantes industriales, elegir el formato incorrecto provoca atascos costosos de las máquinas, desperdicio excesivo de material y manipulación manual ineficiente.
2. Guía de selección de grados (CP frente a aleaciones)
Seleccionar el grado adecuado requiere equilibrar resistencia, ductilidad, resistencia a la corrosión y vida a fatiga. Utilizar un grado sobredimensionado incrementa el presupuesto, mientras que un grado insuficiente puede provocar fallos catastróficos.
3. Acabados superficiales: impacto en los procesos posteriores
El acabado superficial no es solo una cuestión estética; influye directamente en la calidad de la soldadura, la fricción durante la alimentación automatizada y el éxito de los procesos químicos o físicos posteriores.
- Decapado (lavado ácido): Acabado mate, atacado químicamente para eliminar todos los óxidos y lubricantes de trefilado. Esencial para soldadura estructural para evitar la fragilización por hidrógeno y la porosidad en el baño de soldadura.
- Brillante / Pulido: Acabado liso y altamente reflectante. Es el preferido por fabricantes médicos y clientes de tejido técnico de alta gama porque minimiza la fricción durante el procesamiento automatizado de alta velocidad y evita el desprendimiento de partículas.
- Negro / Tal como trefilado: Conserva lubricantes de trefilado y óxidos superficiales. Es la opción más económica, adecuada únicamente cuando el comprador dispone de capacidad interna de limpieza química antes del uso final.
4. Selección del alambre de soldadura (cumplimiento de AWS A5.16)
Al fabricar recipientes a presión, intercambiadores de calor o electrolizadores de hidrógeno, un fallo de soldadura no es aceptable. Adaptar el metal de aporte al material base es esencial para garantizar la integridad de la unión y la resistencia a la corrosión a largo plazo.
Como regla general, ERTi-2 se utiliza para soldar estructuras de CP Grado 2, garantizando que la soldadura iguale la resistencia a la corrosión del metal base. ERTi-5 es obligatorio para unir componentes aeroespaciales de Grado 5 y mantener la resistencia a la tracción. En entornos ácidos altamente corrosivos, como reactores químicos, suele especificarse ERTi-7 aleado con paladio para mejorar significativamente la resistencia a la corrosión localizada.

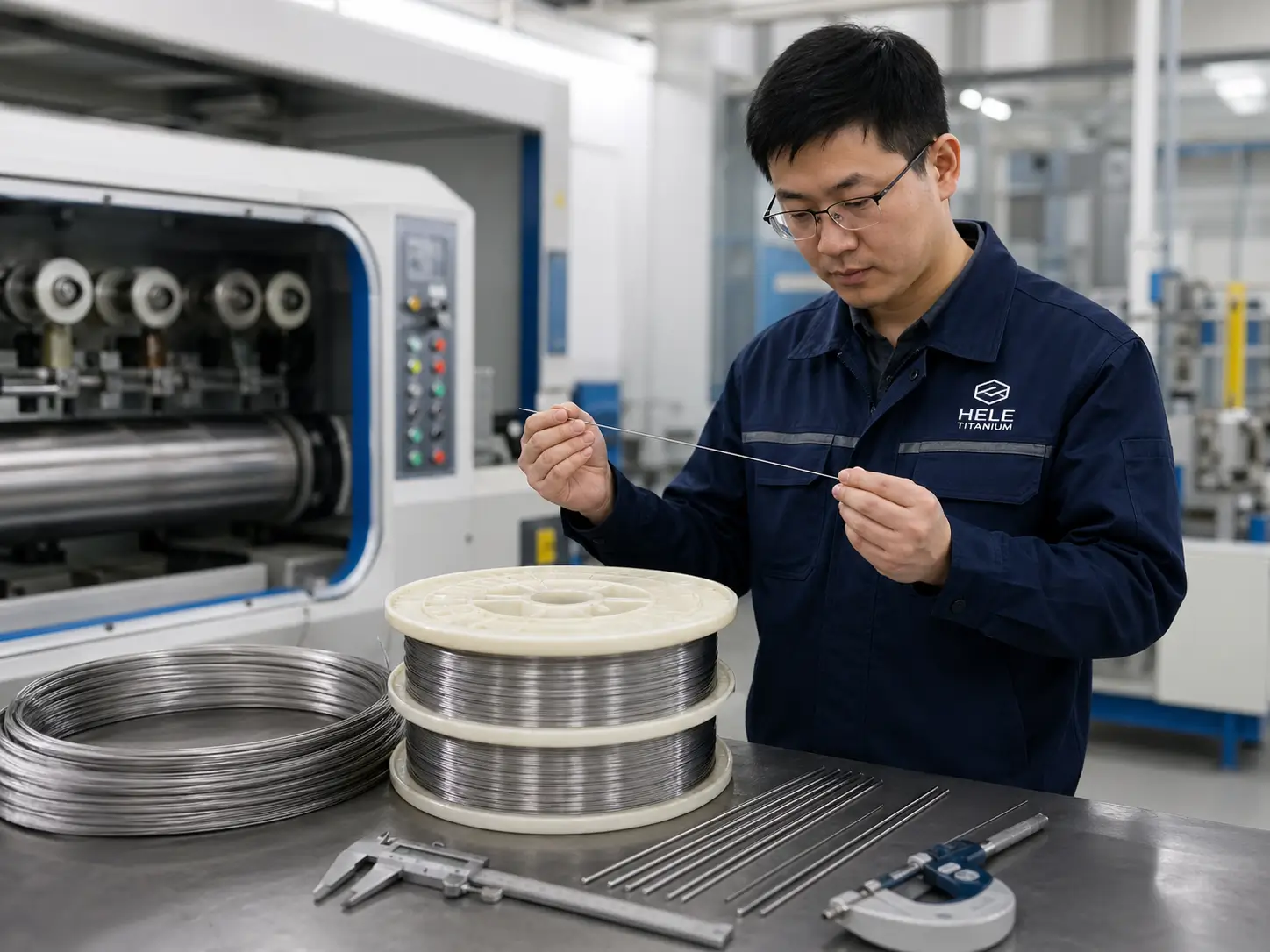
5. El proceso de fabricación: garantía de contaminación cero
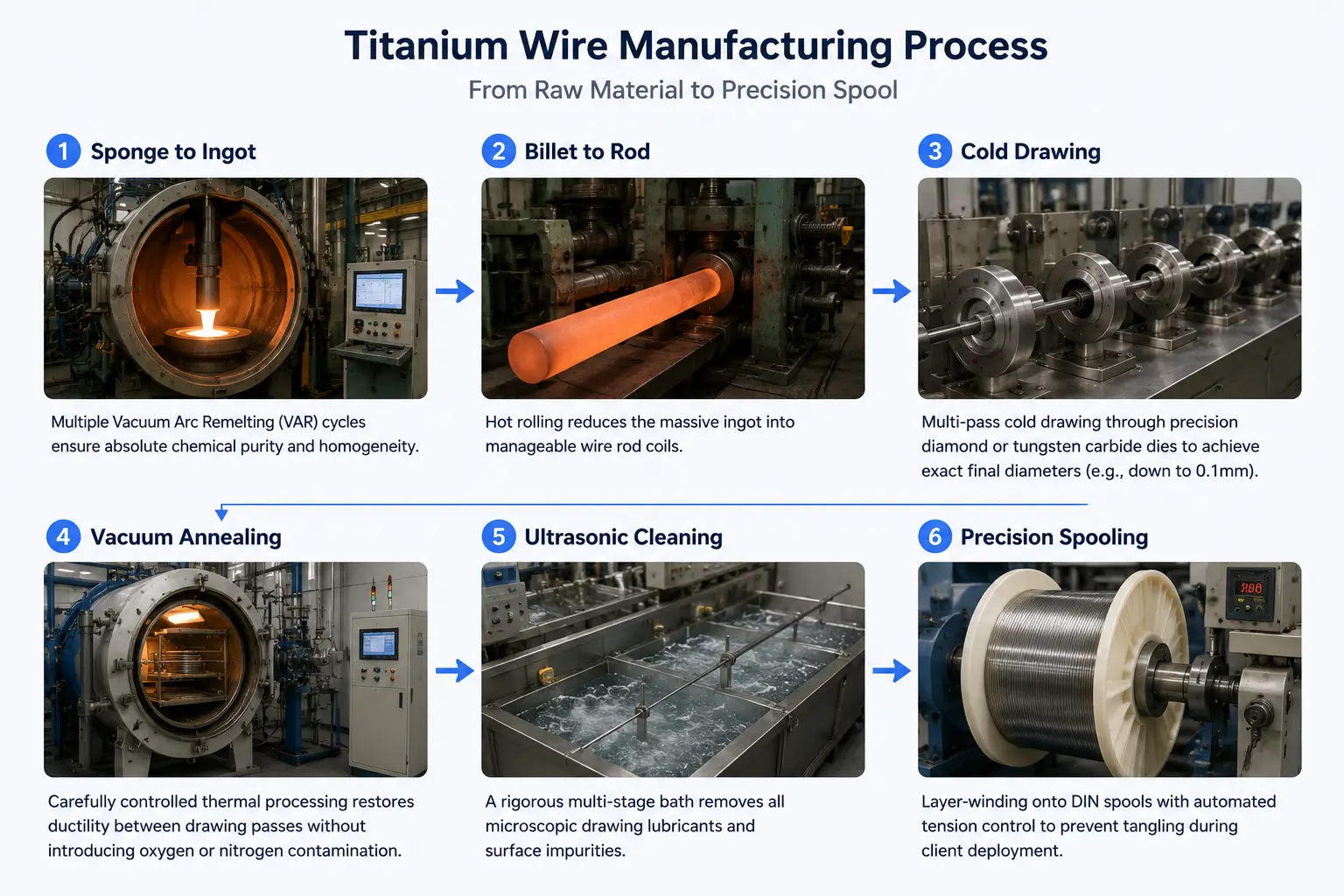
Transformar esponja de titanio en alambre de precisión implica múltiples etapas controladas. Como fabricante especializado, Hele Titanium controla rigurosamente todo el proceso para garantizar ausencia de contaminación cruzada y tolerancias dimensionales exactas:
- De esponja a lingote: Múltiples ciclos de refundición por arco al vacío (VAR) garantizan una pureza química y homogeneidad absolutas.
- De tocho a alambrón: El laminado en caliente reduce el gran lingote a bobinas manejables de alambrón.
- Trefilado en frío: Trefilado multipasada en frío mediante hileras de precisión de diamante o carburo de tungsteno para alcanzar diámetros finales exactos, por ejemplo, hasta 0.1mm.
- Recocido al vacío: Un procesamiento térmico cuidadosamente controlado restaura la ductilidad entre pasadas de trefilado sin introducir contaminación por oxígeno o nitrógeno.
- Limpieza ultrasónica: Un baño riguroso de varias etapas elimina todos los lubricantes microscópicos de trefilado y las impurezas superficiales.
- Bobinado de precisión: Bobinado por capas en carretes DIN con control automático de tensión para evitar enredos durante el uso por parte del cliente.
6. Factores de coste y lógica de precios mayoristas
Para los equipos de compras y distribuidores, comprender los factores de precio es fundamental para negociar contratos a largo plazo y prever con precisión los presupuestos de proyecto. El precio del alambre de titanio no se basa únicamente en el peso de la materia prima.
Los costes están muy condicionados por la intensidad energética del recocido al vacío y la considerable pérdida de rendimiento durante el trefilado multipasada, especialmente en alambres ultrafinos por debajo de 1.0mm. Además, la precisión necesaria para un bobinado sin enredos y las estrictas certificaciones de pureza de terceros exigidas para grados médicos (ASTM F136/ELI) o aeroespaciales (AWS A5.16) incrementan el coste final. La compra de carretes estándar a granel directamente a un fabricante integrado como Hele Titanium ayuda a reducir significativamente estos sobrecostes.
7. Titanio frente a acero / aluminio: una elección estratégica
Aunque el titanio requiere una inversión inicial mayor, su retorno durante el ciclo de vida en entornos severos supera ampliamente al de los metales tradicionales gracias a su mantenimiento prácticamente nulo, extrema resistencia a la corrosión y excelente relación resistencia-peso.
| Material | Ventaja principal | Limitación principal | Relación resistencia-peso | Resistencia a la corrosión | Soldabilidad |
|---|---|---|---|---|---|
| Titanio | Biocompatible, excelente relación resistencia-peso | Mayor coste de materia prima | Excelente | Excepcional | Requiere protección con gas inerte |
| Acero inoxidable | Rentable y fácil de adquirir a nivel mundial | Pesado y susceptible a corrosión por picaduras en cloruros | Moderada | Buena | Fácil |
| Aluminio | Ligero y muy económico | Baja resistencia y propenso a fallos por fatiga | Buena | Moderada | Moderada |
8. Lista de control de calidad para compradores industriales
No arriesgue una producción valorada en millones con materiales sin verificar. Una lista rigurosa de control de calidad protege su cadena de suministro y garantiza una fabricación sin interrupciones.
-
¿Se ha confirmado la tolerancia del diámetro? Asegúrese de que la tolerancia, por ejemplo h9 o h8, sea compatible con las especificaciones de su CNC o alimentador automático para evitar atascos.
-
¿Coincide la norma de certificación? Verifique si la aplicación requiere AWS A5.16 para soldadura, ASTM F136 para uso médico o ASTM B863 para uso industrial general.
-
¿Se ha especificado claramente el acabado superficial? Confirme si su proceso requiere un acabado decapado (mate/limpio) o brillante (pulido/baja fricción).
-
¿Es compatible el carrete o la bobina? Compruebe que el tamaño del carrete suministrado, por ejemplo D300 o 15kg/carrete, encaje directamente en el equipo de alimentación automática de su taller.
-
¿Trazabilidad completa (MTC EN 10204 3.1)? Asegúrese de que el proveedor proporcione un certificado de ensayo de fábrica (MTC) que demuestre la composición química, las propiedades mecánicas y la trazabilidad por lote de colada.