



























Guía definitiva del foil de titanio
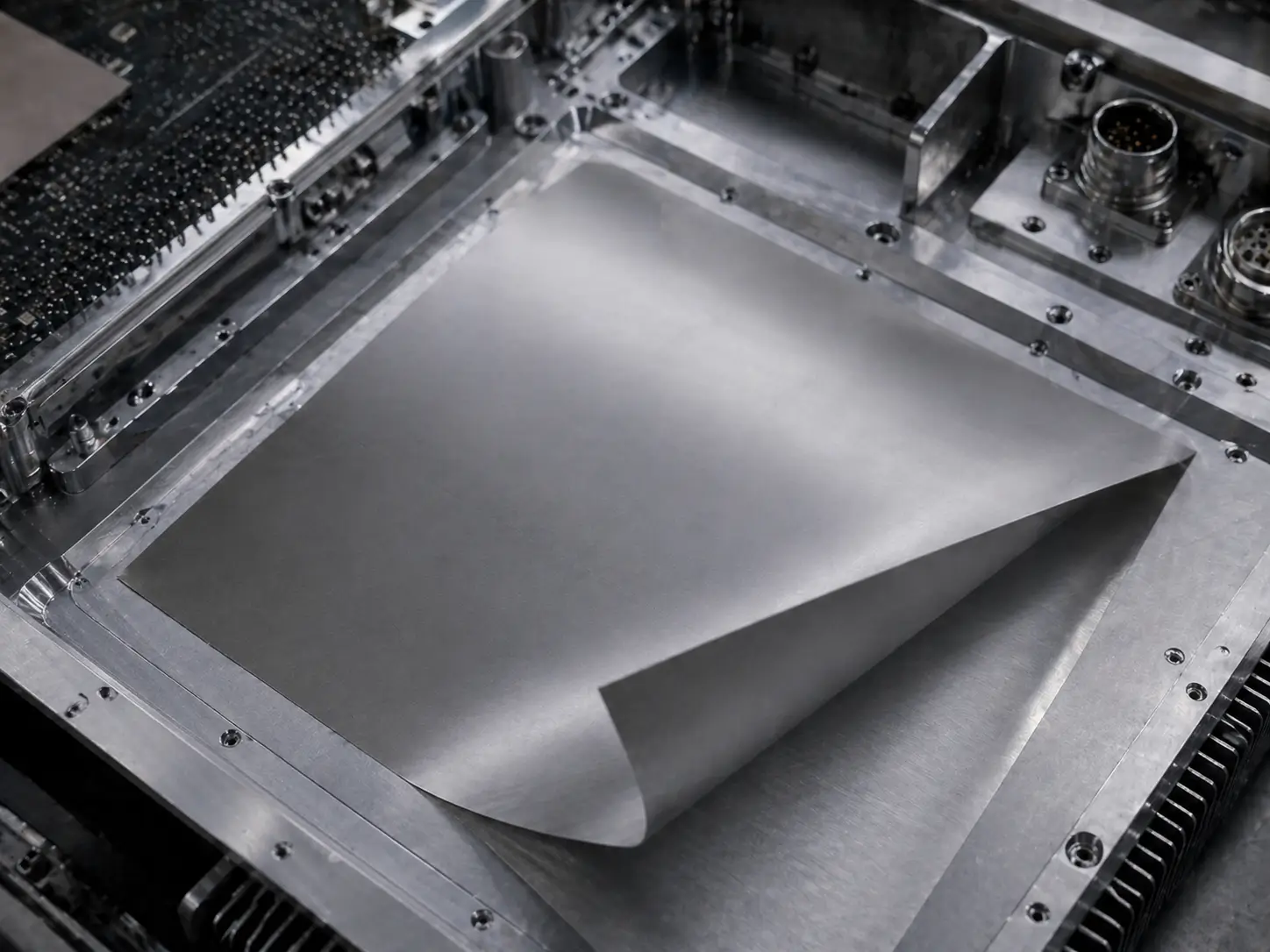
El foil de titanio no es simplemente un metal delgado. Es un material de ingeniería de precisión utilizado cuando el bajo peso, la resistencia a la corrosión, la flexibilidad mecánica o la integridad superficial son críticos. Esta guía explica cómo el espesor, tolerancia, calidad superficial, selección del grado y manipulación de bobinas determinan el rendimiento del foil en aplicaciones médicas, aeroespaciales, electrónicas, de baterías y químicas.
Antes de especificar foil de titanio
Confirme estos 3 aspectos:
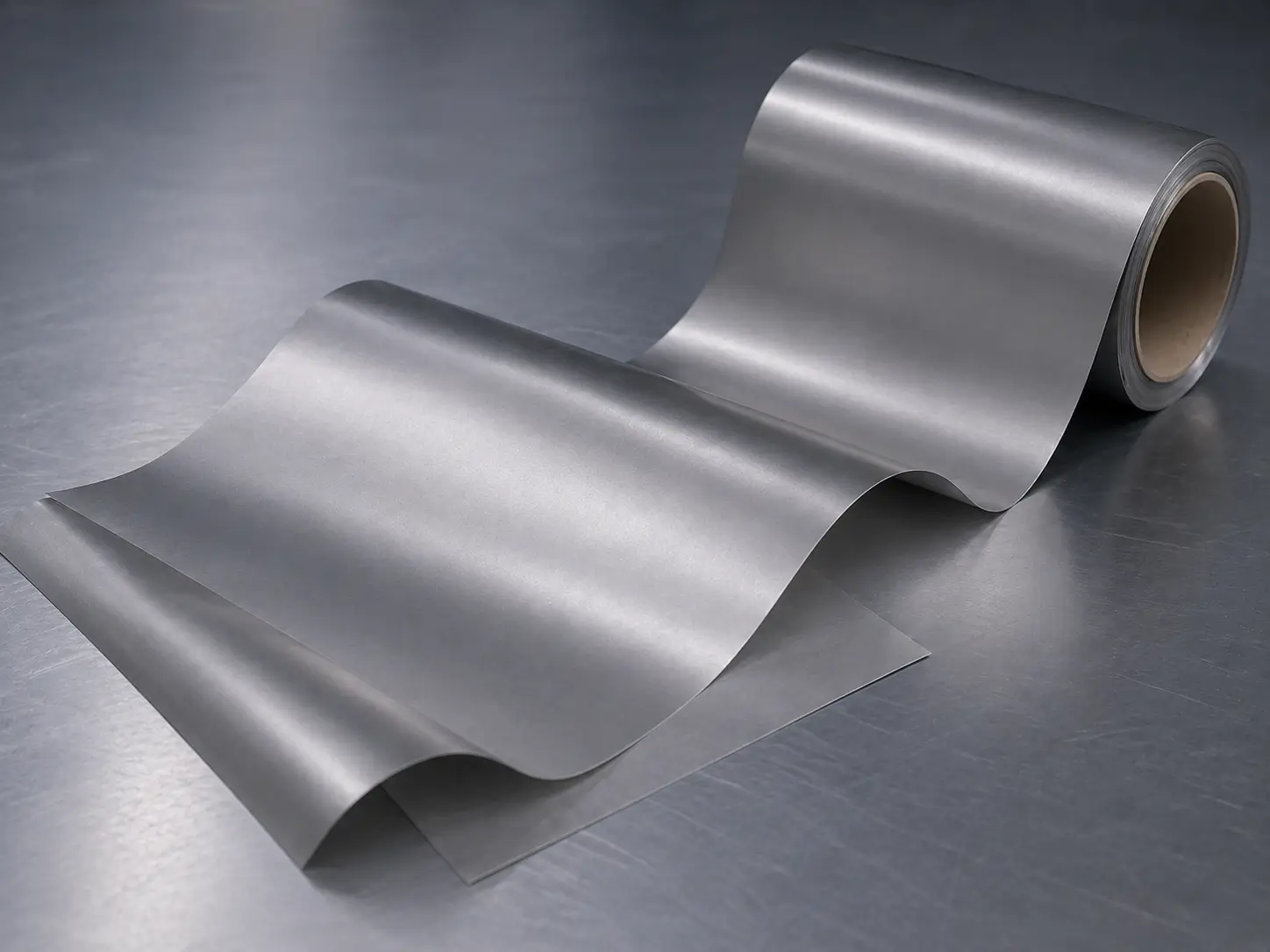
1. ¿Qué es el foil de titanio?
El foil de titanio es una categoría de material laminado de precisión, no simplemente una lámina delgada. Mientras que las láminas estándar se utilizan para fabricación estructural, el foil está diseñado para ofrecer flexibilidad, integridad superficial y un control extremo del espesor. Su microestructura permite embutirlo para cúpulas de altavoces, grabarlo para microelectrónica o envolverlo como aislamiento aeroespacial sin agrietarse.
2. Tolerancias estándar frente a tolerancias de precisión
En la producción de foil, las tolerancias ASTM estándar suelen ser demasiado amplias para estampado automatizado o bobinado de baterías. La laminación de precisión garantiza que la tensión de la bobina se mantenga uniforme durante los procesos posteriores.
| Rango de espesores | Tolerancia ASTM estándar | Tolerancia de precisión de Hele |
|---|---|---|
| 0.01 – 0.03 mm | ± 10% | ± 2–5% (± 1µm) |
| 0.03 – 0.10 mm | ± 10% | ± 5% |
| 0.10 – 0.30 mm | ± 0.015 mm | ± 0.008 mm |
Nota: la laminación de precisión es obligatoria para aplicaciones electrónicas y aeroespaciales, a fin de evitar una distribución térmica desigual o variaciones de resistencia eléctrica.
3. Calidad y acabado superficial
Los poros, rayaduras y residuos de aceite representan riesgos importantes de fallo. Un poro en un foil de barrera médica compromete la esterilidad; el aceite de laminación en un foil para baterías impide la adherencia del recubrimiento. Seleccione el acabado según el proceso posterior.
| Acabado superficial | Característica visual | Ideal para (proceso posterior) |
|---|---|---|
| Brillante | Altamente reflectante y ultrasuave | Conductividad, electrónica, baterías |
| Mate | Microrrugoso para mejorar el anclaje mecánico | Unión, laminación, adhesión |
| Desengrasado | Sin lubricantes ni residuos de laminación | Aplicaciones médicas, recubrimiento, montaje en sala limpia |
Nota de ingeniería: Las aplicaciones de foil de barrera fallan cuando la integridad superficial se considera secundaria frente al espesor. Para calibres ultrafinos, especifique siempre inspección con mesa de luz.
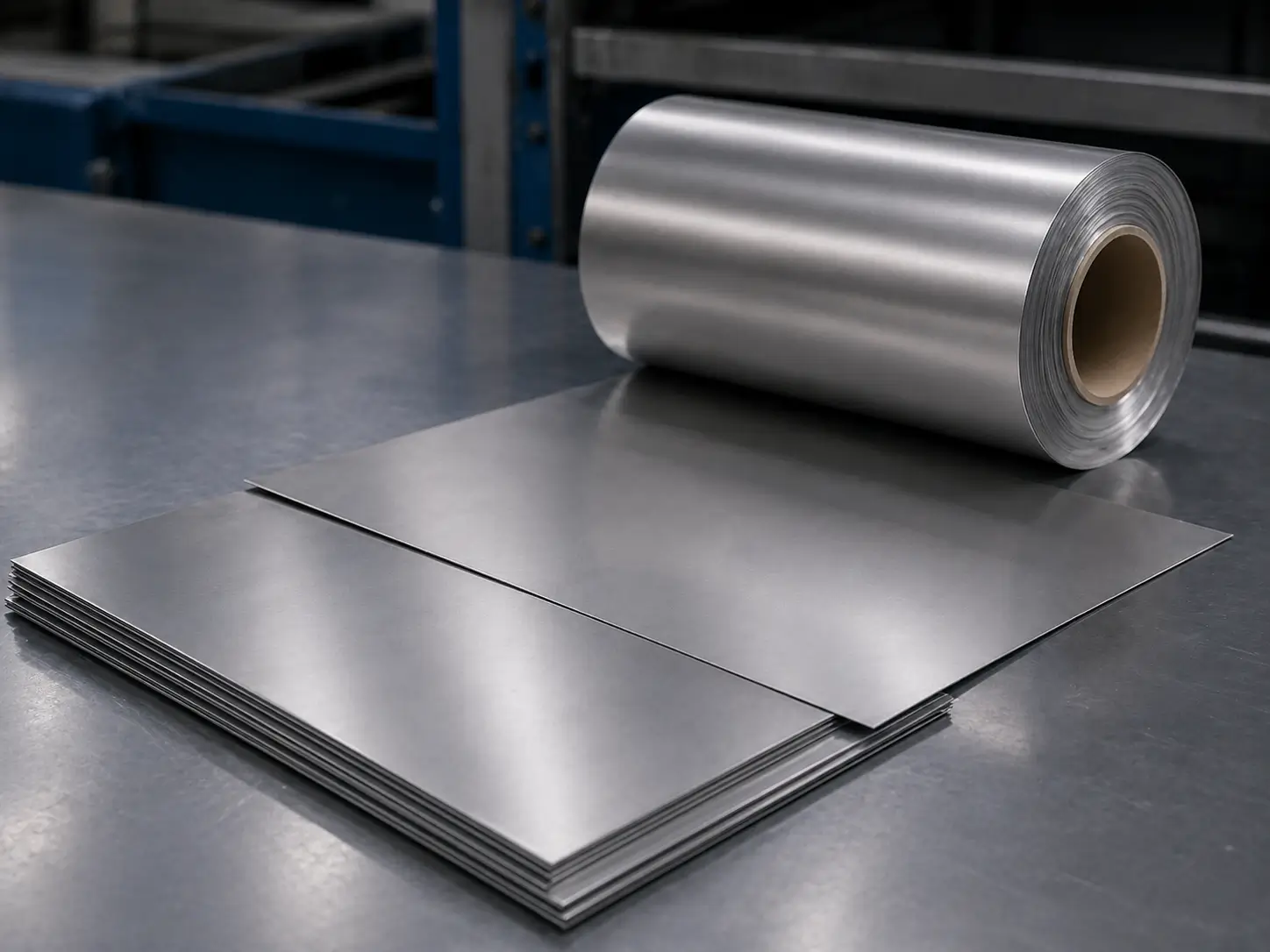
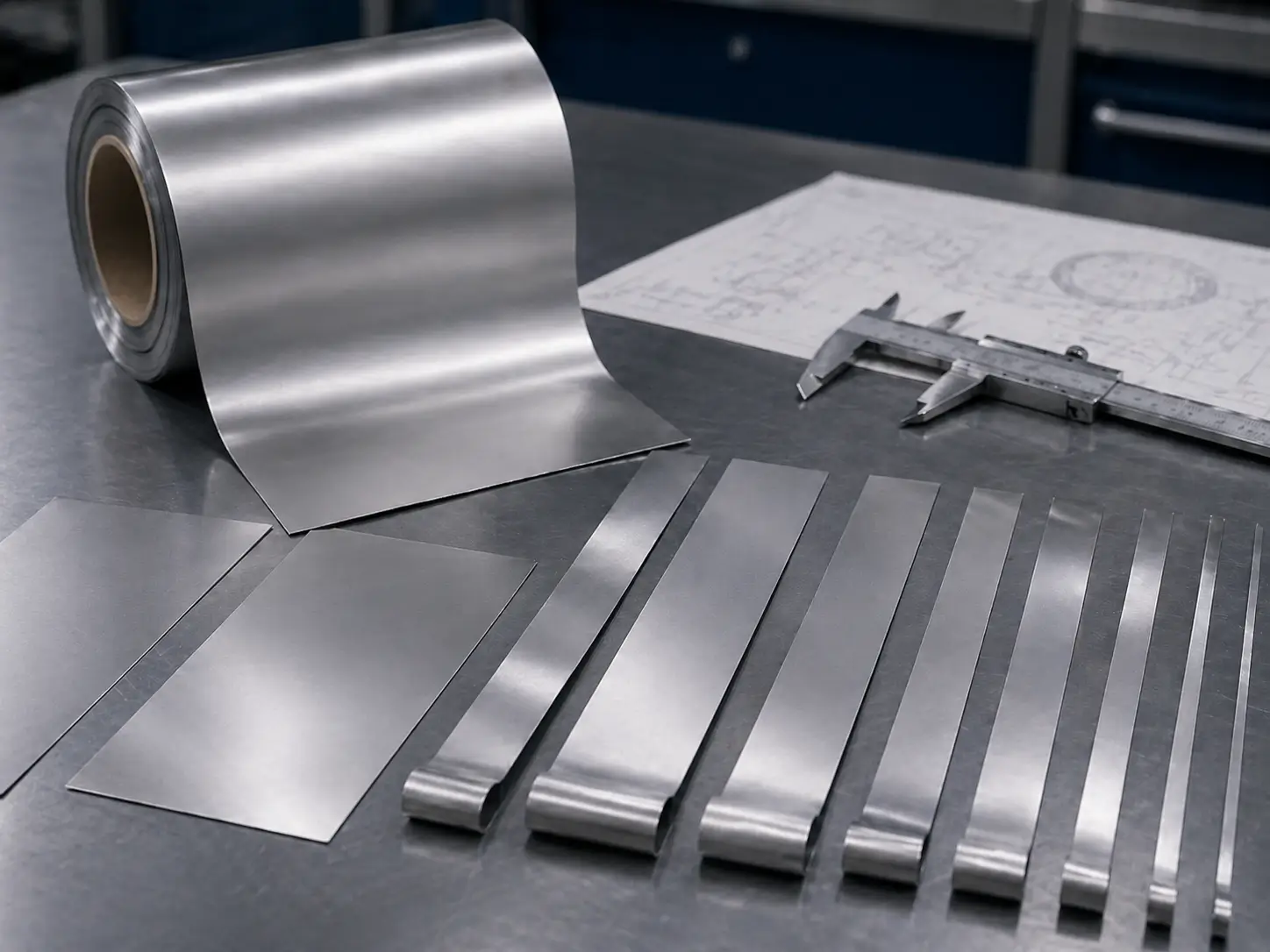
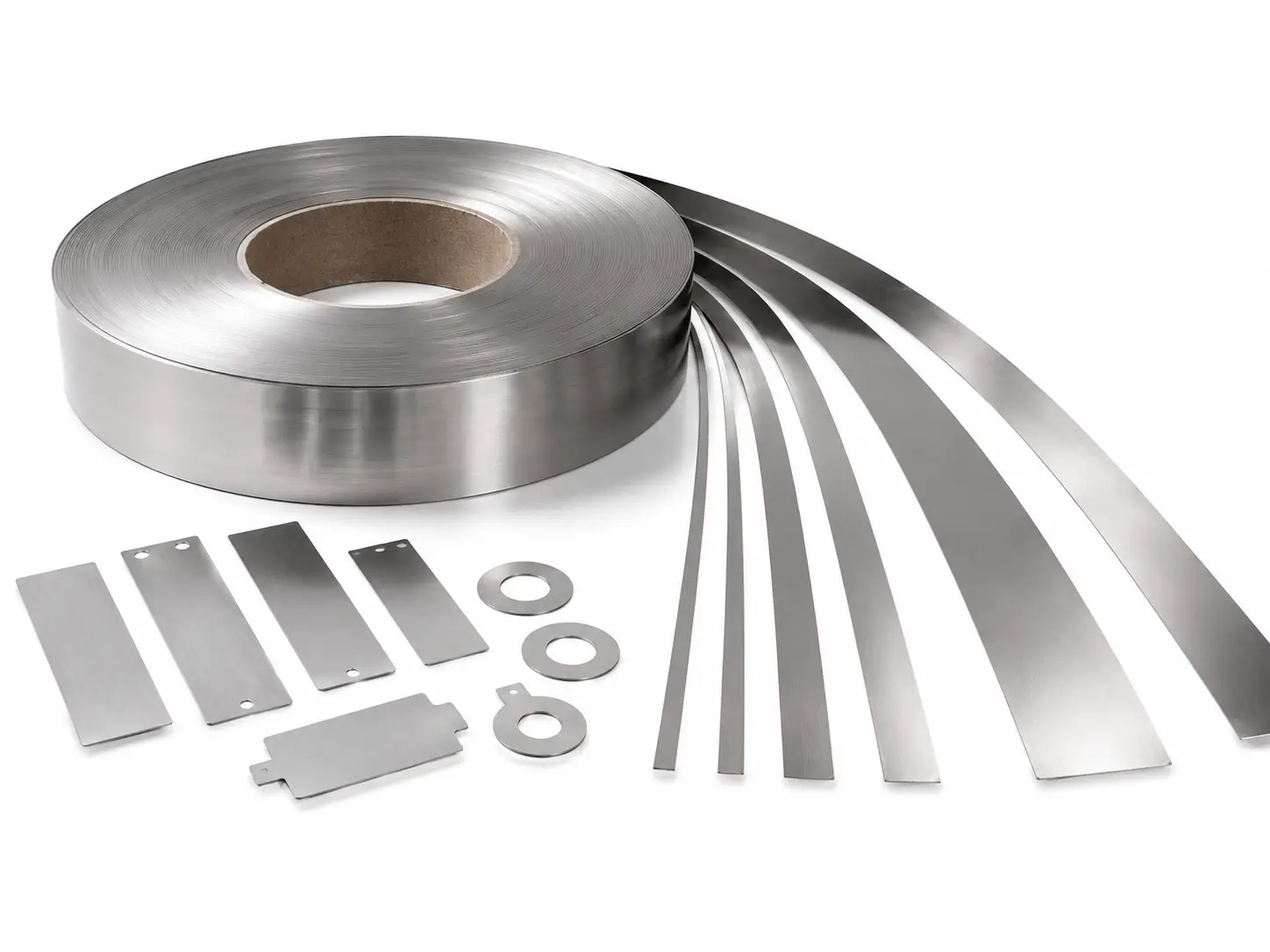
4. Foil frente a fleje, lámina y placa
Comprender dónde termina el foil y comienza el fleje es fundamental para adquirir el formato de laminación adecuado.
Foil
Bobinas de precisión / Carretes
- Acústica
- Baterías
- Barreras médicas
Fleje
Bobinas maestras / Bobinas cortadas
- Estampado
- Juntas
- Intercambiadores de calor
Lámina
Láminas planas cortadas
- Revestimientos aeroespaciales
- Tanques químicos
- Fabricación
Placa
Placas planas pesadas
- Mecanizado estructural
- Bridas
- Industria pesada
5. Matriz de selección de grados
La selección del grado determina el comportamiento del foil durante la embutición profunda, su recuperación elástica después del estampado y su biocompatibilidad.
| Grado de titanio | Característica principal | Aplicaciones principales del foil |
|---|---|---|
| Grado 1 CP ultrasuave | Máxima ductilidad. Esencial para conformado en frío complejo sin agrietamiento. | Embutición profunda / conformado suave |
| Grado 2 CP estándar | El grado de referencia de la industria. Resistencia equilibrada y excelente resistencia a la corrosión. | Foil industrial de uso general |
| Grado 5 Ti-6Al-4V | Alta relación resistencia-peso. Difícil de conformar en frío. | Alta resistencia / aeroespacial |
| Grado 23 Ti-6Al-4V ELI | Contenido intersticial extra bajo. Aleación de alta pureza. | Uso implantable / médico |
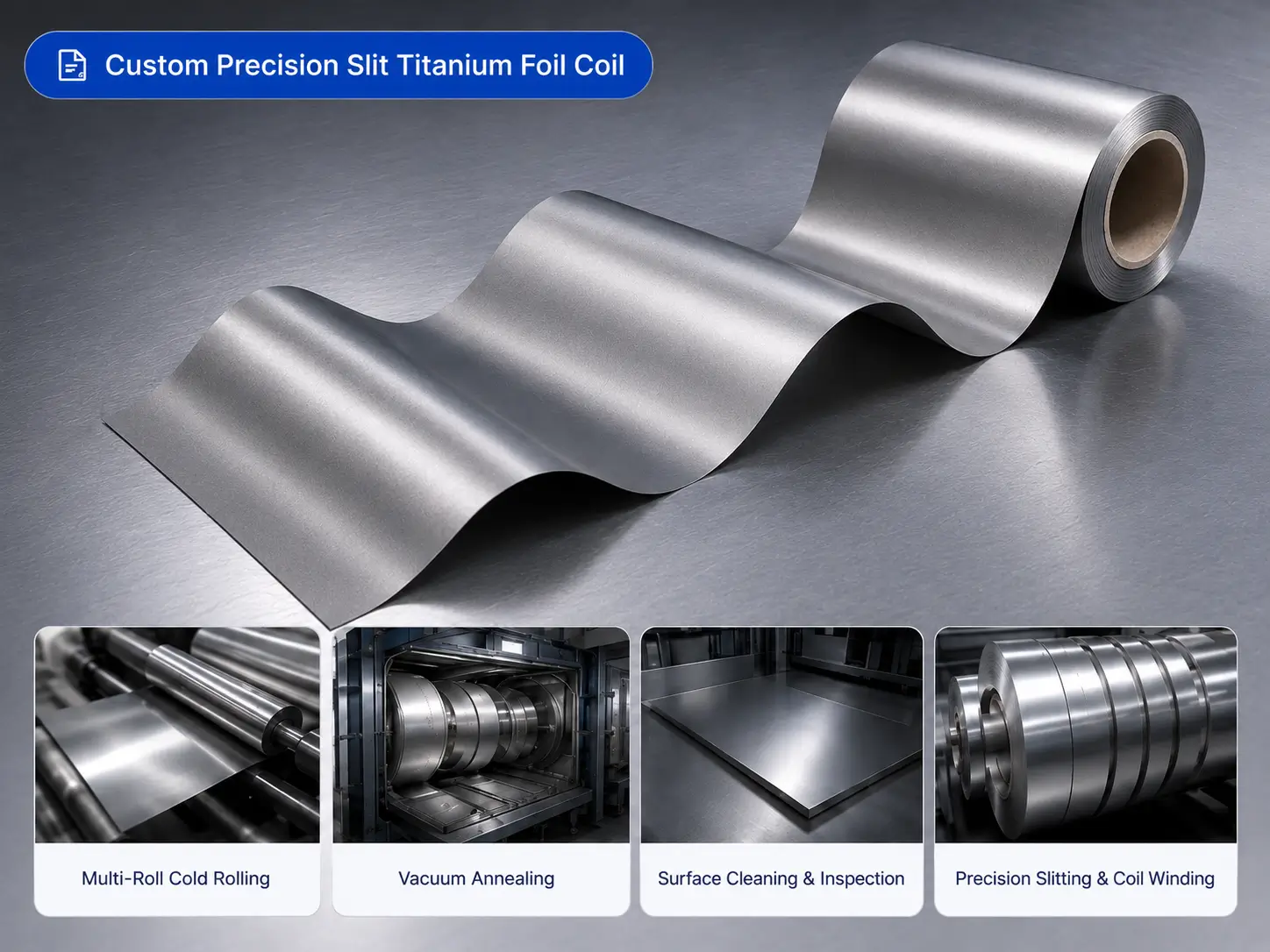
6. Proceso de fabricación
- 1 Fusión al vacío Garantiza que el lingote de titanio no presente contaminación atmosférica.
- 2 Laminación en caliente Transforma el lingote en material de bobina manejable.
- 3 Laminación en frío de precisión Laminación en múltiples pasadas mediante laminadores de 20 rodillos para alcanzar espesores micrométricos sin desgarros.
- 4 Recocido al vacío Alivia las tensiones internas generadas durante la laminación en frío y restaura la ductilidad sin oxidar la superficie.
7. Especificaciones de bobina: diámetros interiores y bobinado
En líneas automatizadas de estampado o bobinado de baterías, el formato físico de la bobina es tan importante como el propio foil.
- Diámetros interiores: Los diámetros interiores estándar suelen ser 300mm, 400mm o 500mm, aunque se pueden fabricar diámetros personalizados para adaptarse a su equipo de desbobinado.
- Materiales del núcleo: Núcleos de papel, plástico o acero según el peso de la bobina y los requisitos de sala limpia.
- Bobinado sin efecto telescópico: El control preciso de la tensión durante el corte longitudinal final evita que las capas de la bobina se desplacen lateralmente, garantizando una alimentación automatizada fluida.
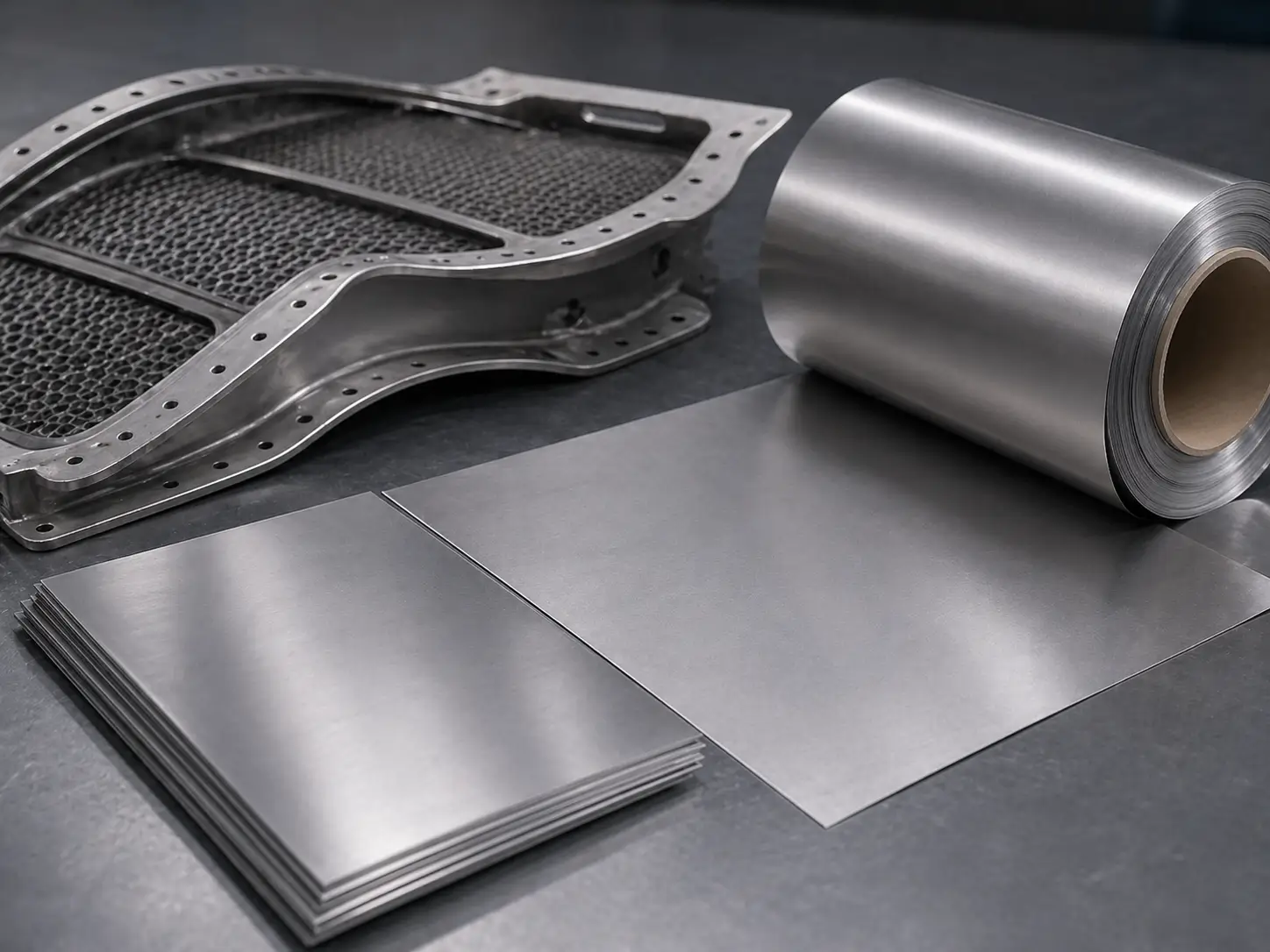
8. Espesor según la aplicación
Adapte los requisitos de su sector al rango de espesor óptimo mediante esta matriz de decisión:
| Aplicación | Rango de espesor óptimo | Caso de uso típico |
|---|---|---|
|
|
0.01 – 0.03 mm | Altavoces de alta gama |
|
|
0.02 – 0.10 mm | Colectores de corriente |
|
|
0.03 – 0.20 mm | Embalaje para implantes |
|
|
0.05 – 0.30 mm | Escudos térmicos / estructuras tipo panal |
9. Manipulación y almacenamiento
Lista de verificación para la manipulación del foil
- Utilice guantes limpios y sin pelusa para evitar que los aceites de las huellas dactilares ataquen la superficie.
- Evite los pliegues; una vez doblado, el foil ultrafino no puede volver a aplanarse correctamente.
- Manténgalo en su embalaje original al vacío hasta el momento de uso.
- Proteja los bordes; los daños en los bordes pueden provocar desgarros durante el desbobinado.
- Almacénelo en un entorno con clima controlado para evitar polvo y condensación.
10. Análisis de costes: la prima por menor espesor
¿Por qué el foil ultrafino cuesta significativamente más por kilogramo que la lámina estándar? El coste depende del tiempo de procesamiento, no de la masa de materia prima:
- Se requieren pasadas adicionales de microlaminación
- Más ciclos intermedios de recocido al vacío para evitar el endurecimiento
- Mayor recorte de bordes y pérdida de rendimiento
- Más tiempo de inspección y requisitos de embalaje especializado