





















La Guía Definitiva de las Forjas de Titanio
La forja de titanio no es solo un proceso de conformado. Es un método termomecánico para mejorar la estructura interna, la resistencia a la fatiga y la fiabilidad a largo plazo. Esta guía ayuda a ingenieros y equipos de compras a comprender los métodos de forja, la selección del grado de titanio, los requisitos de inspección y las consideraciones de RFQ para componentes de titanio forjado de alta integridad.
Antes de Solicitar una RFQ de Forjas de Titanio, Confirme Estas 3 Cosas
- ¿Qué forma forjada necesita: anillo, disco, eje, bloque, brida, barra o forma personalizada casi final?
- ¿Qué requisito de rendimiento es el más importante: resistencia a la fatiga, resistencia a la corrosión, alta resistencia, pureza o estabilidad dimensional?
- ¿Qué normas y documentos de inspección se requieren: ASTM B381, UT, PT, MTC, registro de tratamiento térmico o inspección por terceros?
1. Qué Es la Forja de Titanio y Por Qué Importa
La forja de titanio utiliza presión y temperatura controladas para conformar el titanio mientras refina la estructura interna del grano. A diferencia de la fundición, que simplemente vierte metal líquido en un molde, la forja trabaja mecánicamente el metal sólido. Esto elimina vacíos internos y alinea la estructura del grano con la forma de la pieza. Al especificar titanio forjado, usted compra certeza metalúrgica y fiabilidad estructural, no solo una forma.
2. La Física del Rendimiento: Flujo de Grano
La alineación del flujo de grano es el secreto de la resistencia forjada. Durante la forja, los granos del metal se deforman y fluyen a lo largo de los contornos del componente. Esta estructura de grano continua actúa como la veta de la madera y es extraordinariamente resistente a lo largo de su longitud. En piezas como ejes, anillos, discos y soportes aeroespaciales forjados, este flujo de grano alineado mejora considerablemente la resistencia a la fatiga y al impacto frente a piezas mecanizadas a partir de barra estándar, donde el grano queda cortado transversalmente.
3. Comparación de Procesos de Forja
| Proceso | Cómo Funciona | Ideal Para | Ventajas | Precisión | Coste de Utillaje |
|---|---|---|---|---|---|
| Forja en Matriz Abierta | El metal se conforma entre matrices planas sin quedar completamente encerrado. | Bloques grandes, ejes simples y discos. | Alta flexibilidad y preparación rápida. | Baja (requiere más mecanizado) | Bajo |
| Forja en Matriz Cerrada | El metal se prensa en moldes de forma personalizada. | Geometrías complejas y piezas OEM. | Forma casi final y ahorro de material. | Alta | Alta |
| Forja de Anillos Laminados | Una pieza perforada en bruto se expande hasta formar un anillo mediante rodillos. | Cojinetes, bridas y anillos de turbina. | Flujo de grano circular continuo. | Media-Alta | Medio |
| Forja Isotérmica | Las matrices y el metal se mantienen a la misma temperatura elevada. | Discos para motores a reacción aeroespaciales (superaleaciones). | Formas complejas de ultraprecisión. | Muy Alta | Muy Alta |
4. Forjado frente a Fundido frente a Mecanizado: Comparación Definitiva
| Método | Estructura de Grano | Riesgo de Defectos Internos | Resistencia a la Fatiga | Aprovechamiento del Material | Lógica de Uso Típica |
|---|---|---|---|---|---|
| Titanio Forjado | Flujo refinado y adaptado al contorno | Muy Bajo | Excelente | Alto (forma casi final) | Altas tensiones, seguridad crítica y cargas dinámicas. |
| Titanio Fundido | Aleatoria y gruesa | Alto (porosidad) | Moderada | Muy Alta | Cavidades internas complejas y aplicaciones de menor tensión. |
| Mecanizado a Partir de Palanquilla | Unidireccional, cortada transversalmente | Bajo | Buena | Bajo (alto desperdicio) | Bajo volumen, formas simples y prototipado rápido. |
5. Guía de Selección de Aleaciones de Titanio
| Grado | Tipo | Resistencia | Resistencia a la Corrosión | Mejor Caso de Uso |
|---|---|---|---|---|
| Grade 2 | CP (Comercialmente Puro) | Moderada | Excelente | Procesamiento químico, bridas marinas e industria general. |
| Grade 5 | Ti-6Al-4V (Aleación) | Muy Alta | Buena | Estructuras aeroespaciales, ejes de alta carga y elementos de fijación. |
| Grade 7 | CP + Paladio | Moderada | Extrema | Entornos químicos agresivos y ácidos reductores. |
| Grade 12 | Ti-0.3Mo-0.8Ni | Alta | Muy Buena | Intercambiadores de calor y servicio químico a alta temperatura. |
| Grade 23 | Ti-6Al-4V ELI | Muy Alta | Buena (Biocompatible) | Implantes médicos y dispositivos quirúrgicos. |
| Ti-6242 | Ti-6Al-2Sn-4Zr-2Mo | Ultraalta | Buena | Discos de compresor para motores a reacción de alta temperatura. |
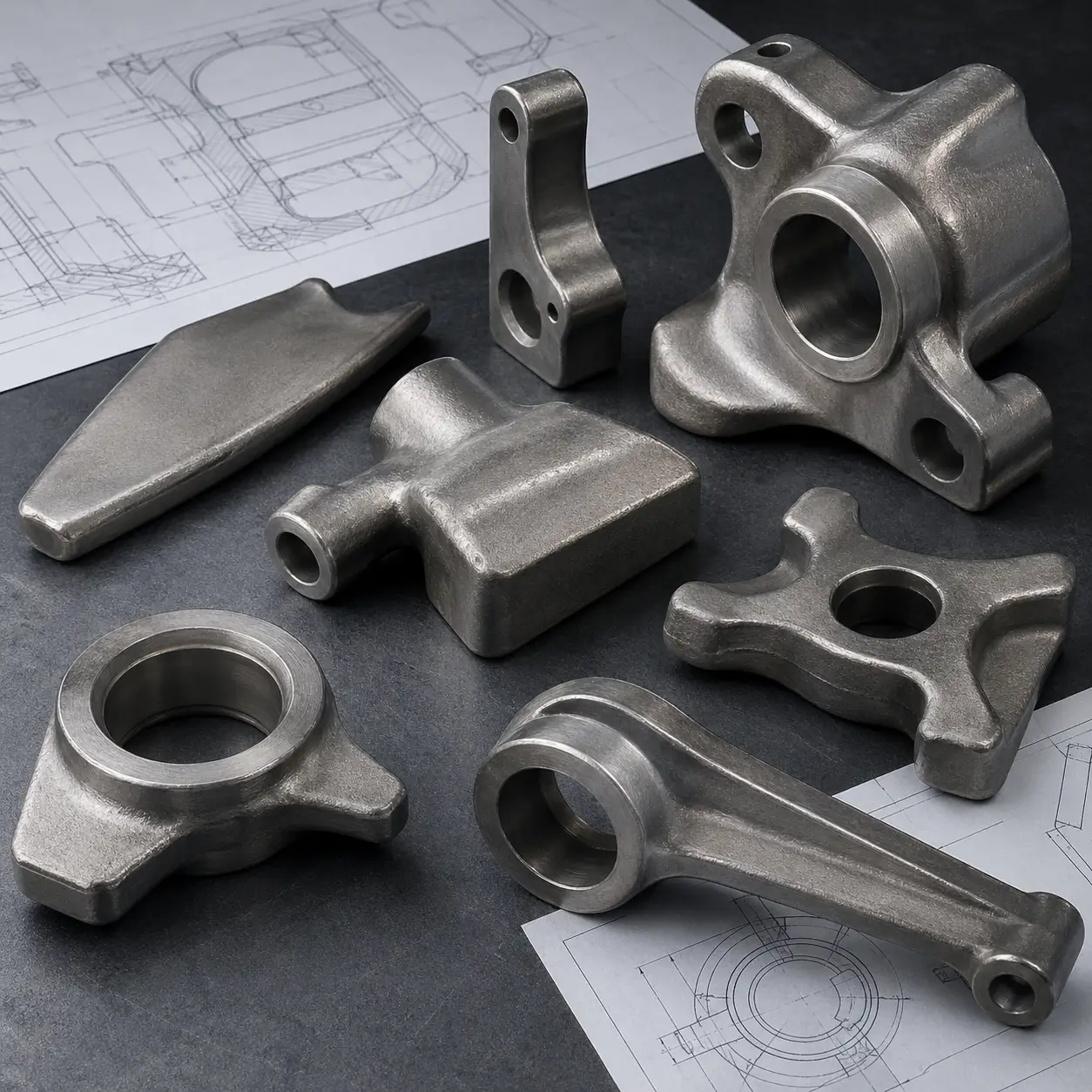
6. Formas Comunes de Productos Forjados
Producimos diversas formas forjadas adaptadas a los procesos de fabricación posteriores:
| Forma Forjada | Geometría Típica | Lógica de Aplicación | Enfoque de Inspección |
|---|---|---|---|
| Anillos Forjados | Circular sin soldadura | Simetría rotacional y resistencia al estallido. | UT para detectar vacíos internos. |
| Discos Forjados | Piezas circulares planas en bruto | Cubos de turbina y piezas en bruto para implantes médicos. | Uniformidad del espesor e integridad del centro. |
| Ejes Forjados | Cilindros largos | Transmisión de carga torsional y agitadores. | Rectitud y PT superficial. |
| Bloques Forjados | Rectangular/Cuadrado | Material de partida para fresado CNC complejo. | Propiedades isotrópicas y UT del núcleo. |
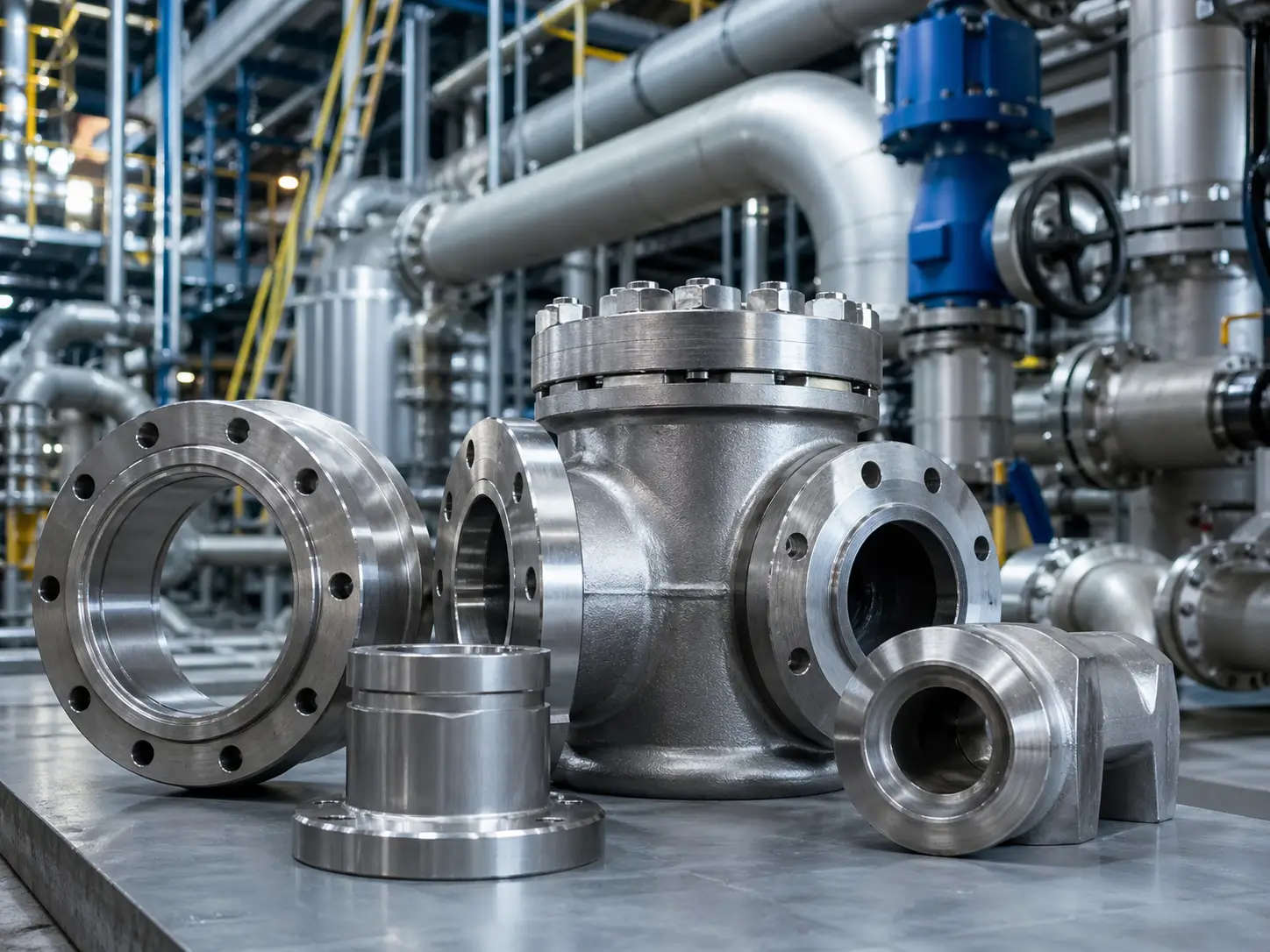
7. Aplicaciones Industriales
| Industria | Piezas Forjadas Comunes | Beneficios Clave | Aleaciones Típicas |
|---|---|---|---|
| Aeroespacial y Defensa | Trenes de aterrizaje, anillos de motor y mamparos | Alta relación resistencia-peso y vida a fatiga | Gr 5, Ti-6242 |
| Médica | Reemplazos articulares y placas craneales | Biocompatibilidad y estructura pura | Gr 23 ELI |
| Marina y Offshore | Ejes de hélice y carcasas submarinas | Resistencia a la corrosión por agua de mar | Gr 2, Gr 5 |
| Química e Industrial | Bridas, cuerpos de válvulas y agitadores | Inercia química e integridad del límite de presión | Gr 2, Gr 7, Gr 12 |
8. Normas Globales y Cumplimiento
Las forjas industriales de titanio se rigen por normas estrictas para garantizar la seguridad y la intercambiabilidad. ASTM B381 (y su equivalente ASME, SB381) es la especificación principal que define los requisitos químicos y mecánicos de las forjas de titanio. Para aplicaciones médicas, ASTM F136 y ISO 5832-3 definen los requisitos de pureza ultraalta para Grade 23 ELI. Las prácticas de END hacen referencia a ASTM E114 para la lógica de Ultrasonic Testing y a ASTM E165 para Penetrant Testing. Todas las entregas conformes deben ir acompañadas de un MTC EN 10204 3.1 (Certificado de Ensayo de Material).
9. Aseguramiento de la Calidad y END
Los ensayos se dividen en verificación mecánica y evaluación no destructiva.
Ensayos Mecánicos y de Rendimiento
- ensayo de tracción
- ensayo de dureza
- ensayo de impacto
- ensayo de tenacidad a la fractura
Métodos END
- UT (Ultrasonic Testing)
- PT / DPI (Penetrant Testing)
- Corrientes de Foucault
- inspección visual y dimensional
Por qué UT es fundamental: Ultrasonic Testing es especialmente importante para las forjas porque es la única forma fiable de detectar vacíos internos profundos, inclusiones o porosidad central no soldada que no puede observarse en la superficie.
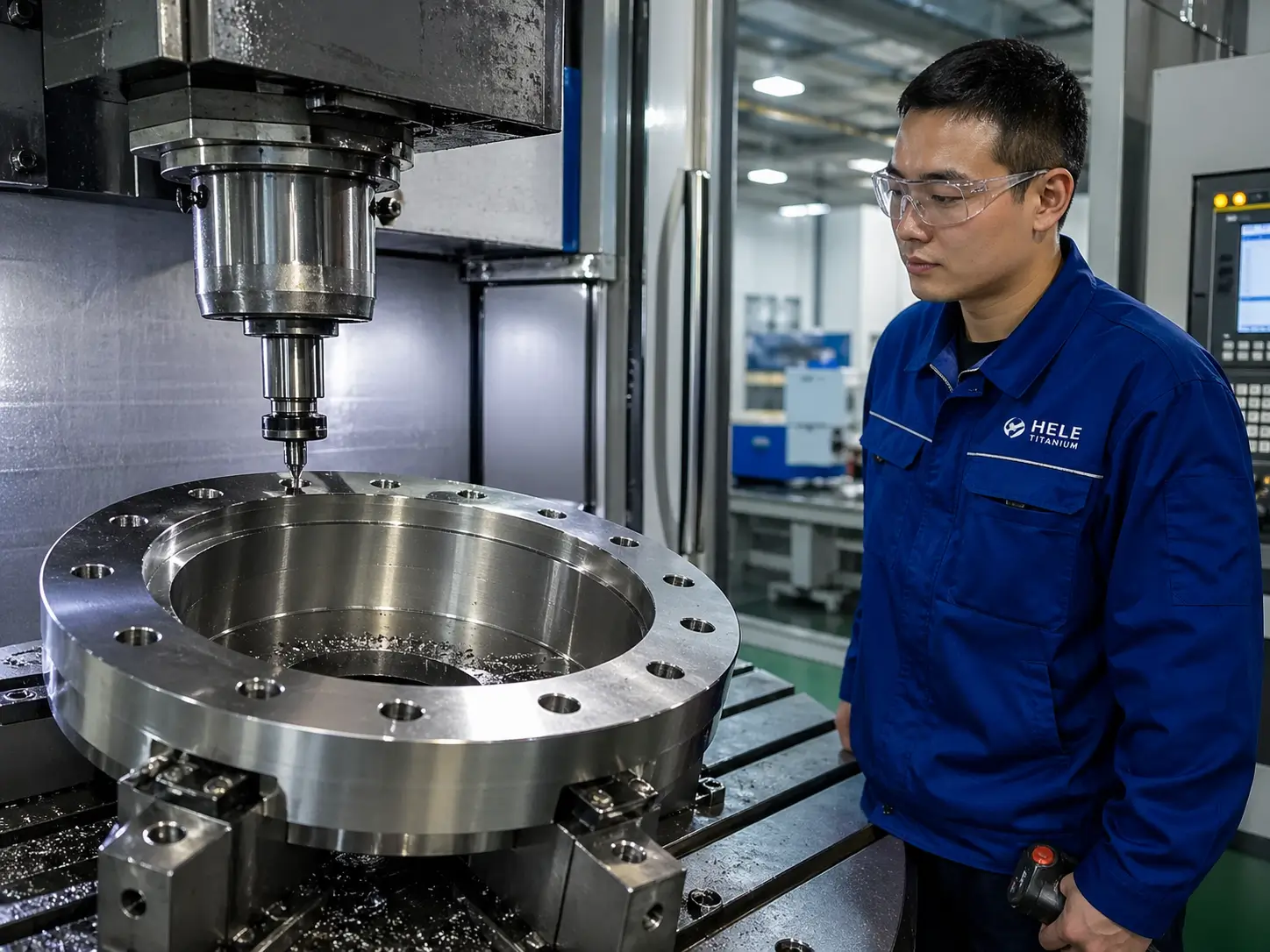
10. Diseño para Fabricabilidad: Optimización de la Forja
- confirmar la geometría final y el margen de mecanizado
- especificar las expectativas de forma casi final
- incluir ángulos de desmoldeo para forjas en matriz cerrada
- definir la relación de forja o las expectativas de flujo de grano
- especificar el tratamiento térmico
- especificar con antelación los requisitos de END
- proporcionar planos 2D / 3D y cantidad